「溶接ろう付け」という用語は一般的ではありませんが、これは2つの異なるが関連する金属接合プロセスである溶接とろう付けの間の一般的な混同領域を示しています。核となる違いは、使用される材料と、それらが接合される部品とどのように相互作用するかです。ろう付けは、母材よりも低い温度で溶融するフィラーメタルを使用し、高強度接着剤のように接合するのに対し、溶接は母材自体を溶融させて接合し、多くの場合、適合するフィラーを使用します。
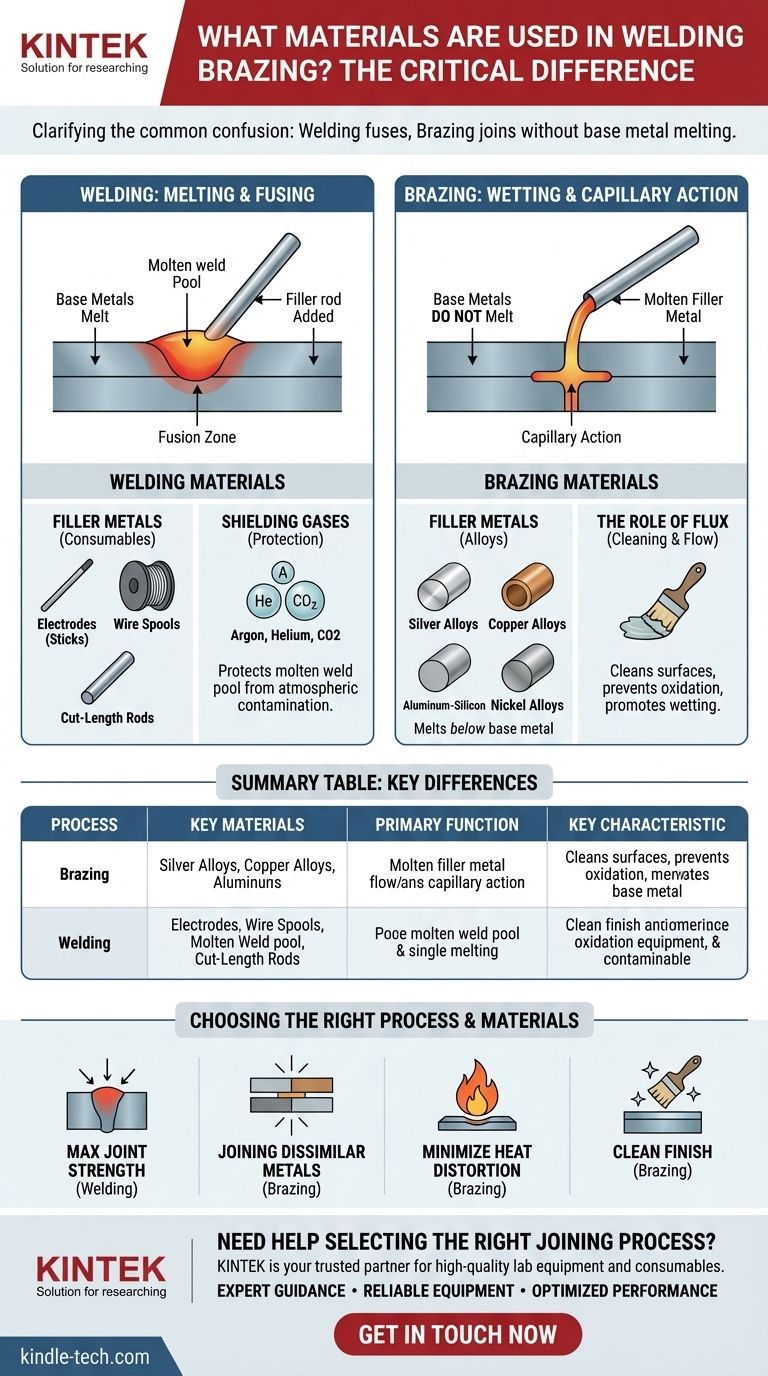
最も重要な区別は次のとおりです。ろう付けでは、母材は溶融せず、フィラーメタルのみが溶融します。溶接では、母材の端を溶融させて融合させ、単一の連続した部品を作成するようにプロセスが設計されています。この根本的な違いが、フィラーからフラックス、シールドガスに至るまで、関与するすべての材料の選択を決定します。

根本的な違い:溶融と濡れ
材料を理解することは、各プロセスの核となるメカニズムを理解することから始まります。それらは、根本的に異なる方法で、同じ目標(金属の接合)を達成します。
溶接の仕組み
溶接は、接合部でワークピースを溶融させることによって材料を接合します。母材から溶融プールが形成され、冷却されて強力な融合結合を形成します。
多くの場合、強度を高めたり、隙間を埋めたりするために、この溶融プールにフィラー材料が追加されます。重要な原則は、フィラーが母材と冶金的に適合している必要があることです。なぜなら、それらはすべて液体状態で混ざり合うからです。
ろう付けの仕組み
ろう付けは、接合される母材の融点よりも低い融点を持つフィラーメタルを使用して金属を接合します(具体的には450°Cまたは842°F以上)。母材は加熱されますが、決して溶融しません。
溶融したろう付けフィラーは、毛細管現象と呼ばれるプロセスを通じて、接合部の密着した表面間を流れます。これは金属接着剤のように機能し、母材を変化させることなく冷却時に冶金結合を形成します。
ろう付けに使用される材料
ろう付けは、連携して機能する2つの主要な材料に依存しています。フィラーメタルとフラックスです。
ろう付けフィラーメタル
ろう付けフィラーメタルは、特定の融点と流動特性を持つように設計された合金です。一般的なファミリーには次のものがあります。
- 銀合金:アルミニウムとマグネシウムを除くほとんどの鉄系および非鉄金属の接合に使用されます。高い強度と延性を提供します。
- 銅および銅-リン合金:主に銅、真鍮、青銅の接合に使用されます。リンは銅と銅を接合する際のフラックス剤として機能し、別途フラックスは不要です。
- アルミニウム-シリコン合金:アルミニウム合金のろう付けに特化して使用されます。その融点はアルミニウム母材の融点のすぐ下にあります。
- ニッケル合金:高温用途やステンレス鋼または耐熱合金の接合に選択され、優れた強度と耐食性を提供します。
フラックスの役割
フラックスは、加熱前に接合部に塗布される化学化合物です。その目的は、表面を清掃し、加熱中の酸化から保護し、溶融したフィラーメタルが母材全体に「濡れ」てスムーズに流れるのを助けることです。これは、ろう付けを成功させるための重要な材料です。
溶接に使用される材料
溶接材料は、しばしば消耗品と呼ばれ、フィラーメタルと、多くのプロセスでシールドガスが含まれます。
溶接フィラー材料
溶接の主要なルールは、フィラー材料が母材と適合している必要があることです。鋼は鋼のフィラーロッドで溶接し、アルミニウムはアルミニウムのフィラーワイヤーで溶接します。
- 電極(溶接棒):被覆アーク溶接(SMAW)で使用され、フラックスでコーティングされた金属棒です。フラックスは燃焼してシールドガスを生成し、完成した溶接部にスラグ層を形成して冷却中に保護します。
- ワイヤースプール:MIG(GMAW)およびフラックス入りアーク溶接(FCAW)で使用されます。機械がこのワイヤーを溶融プールに連続的に供給します。一部のワイヤーはソリッドで、別途シールドガスが必要ですが、その他はフラックスコアを持っています。
- カット長さのロッド:TIG(GTAW)溶接で使用されます。これらは、溶接工が溶融溶接プールに手動で浸す裸のフィラーロッドです。
シールドガス
MIGおよびTIG溶接では、シールドガスは溶接トーチを通して供給される重要な材料です。その唯一の目的は、溶融溶接プールを大気中の酸素、窒素、水蒸気から保護することです。これらがなければ、溶接部は汚染され、弱くなります。
一般的なシールドガスには、アルゴン、ヘリウム、二酸化炭素(CO2)、またはこれらのガスの様々な混合物があり、溶接される金属と望ましい性能に基づいて選択されます。
トレードオフの理解
これらのプロセスの中から選択することは、材料とその挙動に直接関連する工学的トレードオフの問題です。
接合強度と温度
溶接は母材を融合させ、一般的に元の材料と同じかそれ以上の強度を持ち、非常に高い温度に耐えることができる接合部を作成します。ろう付け接合部の強度と温度限界は、フィラーメタルによって決定されます。これは本質的に母材よりも弱く、融点が低いです。
母材への影響
溶接の強烈な局所的な熱は、熱影響部(HAZ)を生成し、溶接部周辺の母材の硬度や延性などの機械的特性を変化させる可能性があります。ろう付けははるかに低い温度を使用し、熱をより広範囲に分散させ、熱変形や母材への損傷を最小限に抑えます。
異種金属の接合
ろう付けは、異種金属(例:銅と鋼)の接合に優れています。母材が溶融しないため、両方に冶金的に適合するフィラーメタルを見つけるだけで済みます。異種金属の溶接は、融点、化学的性質、膨張率が適合しないため、非常に困難であり、多くの場合不可能です。
プロセスの複雑さと仕上げ
ろう付け接合部は、多くの場合、よりきれいで、より精密であり、後処理の研磨や仕上げがほとんど必要ありません。溶接はスパッタや粗いビードを生成する可能性があり、外観上または機能上の理由から清掃が必要になることがよくあります。
適切なプロセスの選択方法
プロジェクトの目標によって、どのプロセスと材料が正しい選択であるかが決まります。
- 最大の接合強度と高温性能が主な焦点である場合:溶接を選択し、フィラーメタルが母材と適合していることを確認してください。
- 異種金属の接合または熱変形の最小化が主な焦点である場合:ろう付けを選択し、用途に適した流動温度と強度を持つフィラーメタルを選択してください。
- 薄く、繊細な、または熱に敏感な部品の接合が主な焦点である場合:ろう付けの低い熱入力は、より安全で制御しやすい選択肢となります。
- クリーンで完成された外観と最小限の後処理が主な焦点である場合:ろう付けは、冷却後すぐに使用できるよりきれいな接合部を提供することがよくあります。
これらの材料の機能を理解することで、最終部品の完全性、強度、性能を保証するプロセスを選択することができます。
要約表:
| プロセス | 主要材料 | 主な機能 | 主な特徴 |
|---|---|---|---|
| ろう付け | フィラーメタル(例:銀、銅合金)、フラックス | 母材を溶融させずに毛細管現象によって金属を接合する。 | 母材は溶融しない。プロセス温度が低い。 |
| 溶接 | フィラーメタル(例:電極、ワイヤー)、シールドガス(例:アルゴン) | 母材を溶融させて融合させる。 | 母材が溶融する。熱影響部(HAZ)を生成する。 |
適切な接合プロセスと材料の選択でお困りですか?
ろう付けと溶接のどちらを選択するかは、プロジェクトの強度、耐久性、性能にとって非常に重要です。適切な材料と設備がすべてを左右します。
KINTEKは、あらゆる金属接合ニーズに対応する信頼できるパートナーです。当社は、ろう付けに不可欠な精密加熱システムや、溶接を検証するための材料試験装置など、高品質の実験装置と消耗品の提供を専門としています。
優れた結果を達成するためのお手伝いをいたします:
- 専門家によるガイダンス:特定の材料と用途に適したフィラーメタル、フラックス、プロセスの選択に関するアドバイスを得てください。
- 信頼性の高い設備:一貫した高品質の接合に必要なツールにアクセスしてください。
- 最適化された性能:コンポーネントの完全性と寿命を確保します。
今すぐ専門家にご相談いただき、KINTEKがお客様の研究室の成功をどのようにサポートできるかをご確認ください。
ビジュアルガイド