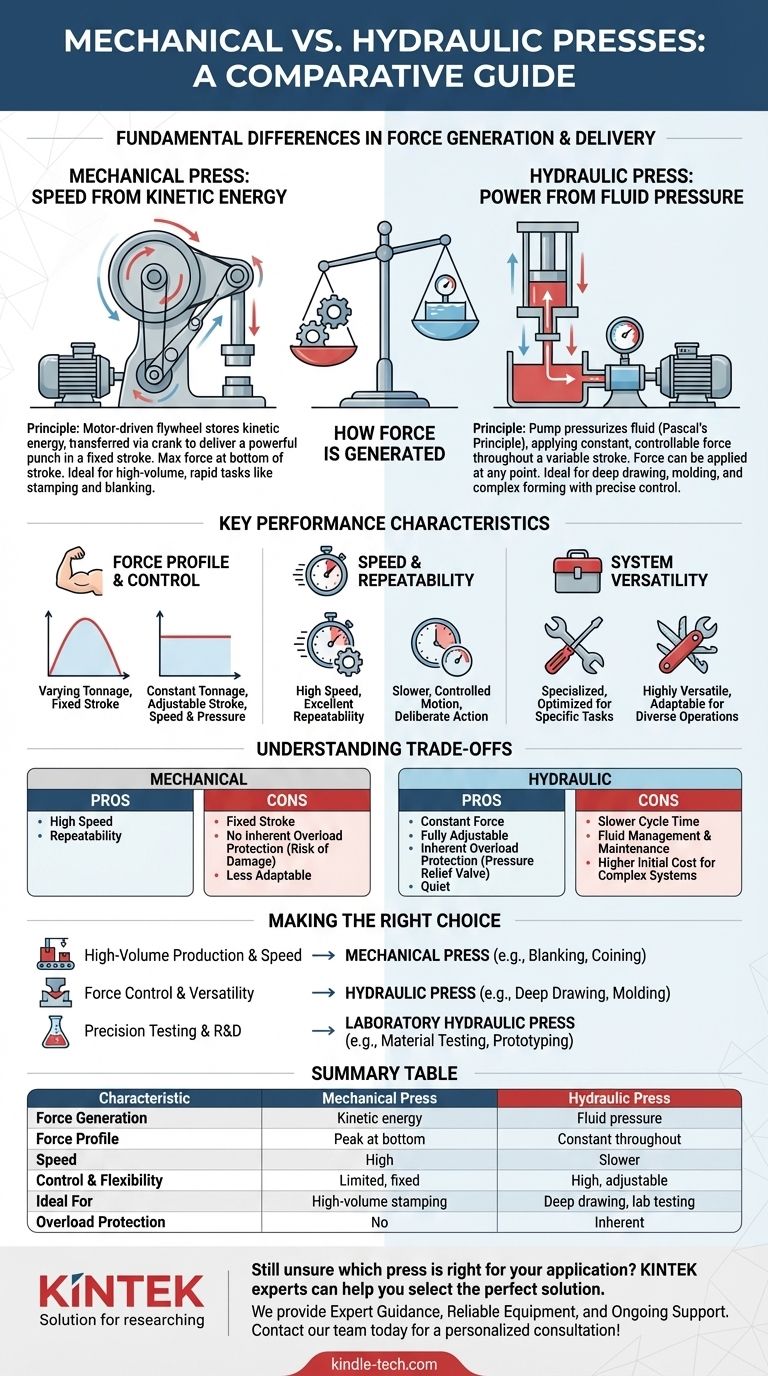
本質的に、メカニカルプレスと油圧プレスの根本的な違いは、力の生成と伝達方法にあります。メカニカルプレスは、モーター駆動のフライホイールを使用して運動エネルギーを蓄え、それをクランク機構を介して伝達し、固定ストロークで強力なパンチを繰り出します。対照的に、油圧プレスはポンプを使用して流体を加圧し、可変ストローク全体にわたって一定の制御可能な力を加えます。
どちらのプレスが「優れている」かではなく、どの力伝達方法がタスクに最適かという選択です。メカニカルプレスは、大量生産作業において速度と再現性の高い精度を提供し、油圧プレスは、複雑な作業において比類のない力制御と柔軟性を提供します。
力の生成方法:核となる違い
各プレスの動作原理を理解することは、それぞれの明確な利点と限界を認識するための鍵です。これらは、異なる種類の作業のために設計された根本的に異なるツールです。
メカニカルプレス:運動エネルギーによる速度
メカニカルプレスは、フライホイールの回転運動をラムの直線運動に変換する原理で動作します。大きくて重いフライホイールは電動モーターによって連続的に回転され、大量の運動エネルギーを蓄えます。
オペレーターがプレスを作動させると、クラッチが回転するフライホイールをクランクシャフトに接続し、クランクシャフトがラムを高速で強力なストロークで押し下げます。最大力はストロークの最下点でのみ利用可能であり、パンチングやブランキング作業に最適です。
油圧プレス:流体圧力による力
油圧プレスは、密閉された流体に加えられた圧力は、流体全体に減衰することなく伝達されるというパスカルの原理に基づいて動作します。電動モーターがポンプを駆動し、油圧流体をシリンダーに押し込み、ピストンに作用させます。
この動作により、ラムの移動のどの時点でも適用できる、制御された一貫した力が生成されます。オペレーターは、プレスストロークの力、速度、および持続時間を完全に制御でき、非常に高い柔軟性を提供します。力を生成するシステムには可動部品が少ないため、大幅に静かでもあります。
主要な性能特性の比較
力の生成方法の違いは、直接的に異なる性能特性につながります。適切な選択は、アプリケーションの特定の要件に完全に依存します。
力プロファイルと制御
重要な差別化要因は力プロファイルです。メカニカルプレスは、事前に設定された調整不可能なストローク長を提供し、トン数はストローク全体で変化し、最下点でピークに達します。
油圧プレスは、ストロークのどの時点でも完全で一定のトン数を提供します。ストローク長、圧力、ラム速度はすべて完全に調整可能であり、オペレーターはプロセス全体を正確に制御できます。
速度と再現性
メカニカルプレスは速度のために作られています。その高速で再現性の高いストロークサイクルは、スループットが主要な指標となる大量生産のプレス加工、ブランキング、コイニングの業界標準となっています。
油圧プレスは一般的に低速です。しかし、この低速でより意図的な動作は、制御された材料の流れが破れや欠陥を防ぐために不可欠な深絞りのようなアプリケーションでは利点となります。
システムの汎用性
油圧プレスの設計は、本質的に汎用性が高いです。システムは、単純な単一シリンダーユニットから、大規模または複雑な成形作業用の複雑な多シリンダーマシンまであります。これにより、実験室での試験から重工業の成形まで、幅広いタスクに適しています。
メカニカルプレスはより特化しています。その設計は特定のストローク長とトン数曲線に最適化されており、意図された範囲外の作業には適応性が低いです。
トレードオフの理解
どちらのプレスタイプも妥協点がないわけではありません。これらのトレードオフを認識することは、適切な投資を行う上で非常に重要です。
柔軟性のコスト(油圧)
優れた制御を提供する一方で、油圧プレスは複雑なシステムの場合、初期費用が高くなる可能性があります。また、油圧流体の管理と漏れの可能性も生じ、これはメンテナンス上の懸念となることがあります。その遅いサイクルタイムは、プロセス制御との直接的なトレードオフです。
速度の剛性(メカニカル)
メカニカルプレスの主要な強みである速度と固定ストロークは、その主な限界でもあります。異なる作業への適応は容易ではありません。さらに、プレスが過負荷になったり、ストロークの最下点で「ジャム」したりすると、フライホイールのエネルギーを放出する必要があるため、機械に重大な損傷を与える可能性があります。
過負荷保護
最新の油圧プレスには、固有の過負荷保護機能があります。リリーフバルブがシステムが最大定格トン数を超えるのを防ぎ、工具と機械の両方を保護します。
メカニカルプレスには、そのような固有の保護機能はありません。フライホイールに蓄えられたすべてのエネルギーでストロークを完了しようとするため、壊滅的な故障を避けるために、工具と材料を正しくセットアップすることが重要です。
アプリケーションに合った適切な選択
適切なプレス技術を選択するには、主要な運用目標を明確に理解する必要があります。
- 大量生産と速度が主な焦点の場合:メカニカルプレスの高速サイクルタイムと位置再現性は、ブランキングやコイニングなどのアプリケーションで比類のないものです。
- 力制御と汎用性が主な焦点の場合:油圧プレスは、深絞り、成形、または長いストローク全体で調整可能な圧力を必要とするあらゆるタスクに優れた柔軟性を提供します。
- 精密試験または研究開発が主な焦点の場合:実験室用油圧プレスの正確でプログラム可能な制御は、材料試験やプロトタイピングに理想的な選択肢です。
プレスの固有の特性と作業の要求を一致させることで、特定の製造目標に最も効率的で効果的なツールを使用していることを確認できます。
要約表:
| 特性 | メカニカルプレス | 油圧プレス |
|---|---|---|
| 力の生成 | フライホイールとクランクからの運動エネルギー | 油圧流体圧力(パスカルの原理) |
| 力プロファイル | 固定ストロークの最下点でピークに達する力 | 可変ストローク全体で完全かつ一定の力 |
| 速度 | 高速(高速で再現性の高いストローク) | 低速(意図的で制御されたストローク) |
| 制御と柔軟性 | 限定的;固定ストロークとトン数曲線 | 高;圧力、速度、ストロークを調整可能 |
| 理想的な用途 | 大量生産のプレス加工、ブランキング、コイニング | 深絞り、成形、複雑な成形、実験室での試験 |
| 過負荷保護 | 固有の保護なし;機械損傷のリスクあり | 固有(リリーフバルブ)により機械/工具を保護 |
どちらのプレスがあなたのアプリケーションに最適かまだ不明ですか?
KINTEKでは、お客様の特定のニーズに合った適切な実験室および産業機器を提供することを専門としています。メカニカルプレスによる大量生産の速度が優先事項であるか、油圧プレスによる正確な力制御が優先事項であるかにかかわらず、当社の専門家が最適なソリューションの選択をお手伝いします。
当社が提供するもの:
- 専門家によるガイダンス:お客様の材料、プロセス、生産目標に基づいたオーダーメイドの推奨事項。
- 信頼性の高い機器:性能と耐久性のために構築された高品質のメカニカルプレスと油圧プレス。
- 継続的なサポート:お客様の業務が円滑に運営されるための包括的なサービス。
お客様に最適なプレスソリューションを見つけましょう。今すぐ当社のチームにご連絡いただき、個別相談をご利用ください!
ビジュアルガイド
関連製品
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用加熱プレート付きマニュアル高温加熱油圧プレス機
- ラボ用手動加熱プレート内蔵加熱油圧プレス機
- 24T 30T 60T 加熱プレート付き加熱式油圧プレス機 ラボ用ホットプレス



















