工業用ペレット製造の文脈において、「圧縮比」という用語は、ペレットダイの標準的な業界仕様ではありません。あなたが求めている重要なパラメーターは、L/D比であり、これはダイ穴の有効長とその直径の比率です。この比率は、原材料がダイを通過する際に加えられる圧力、摩擦、滞留時間を決定する最も重要な設計要因です。
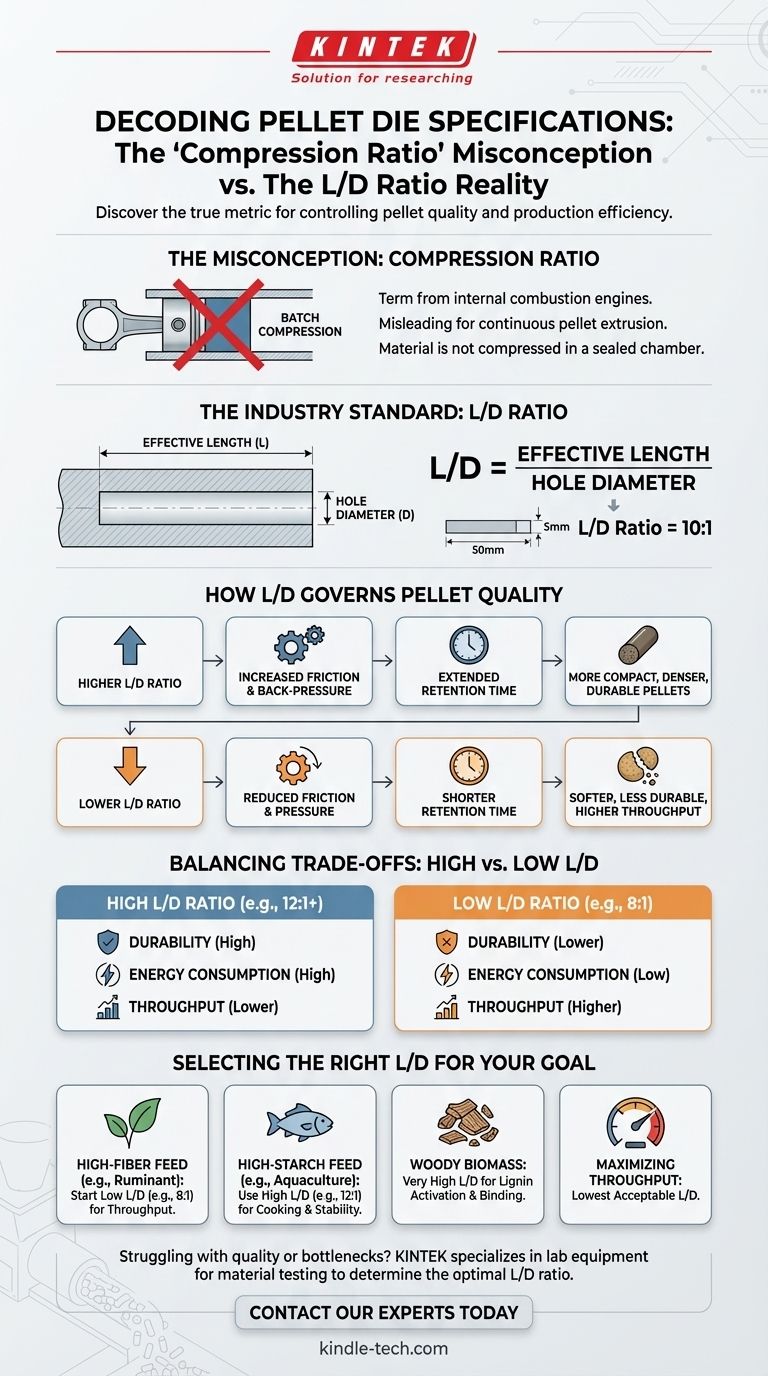
「圧縮比」という用語は、ペレットダイに適用すると誤解を招く可能性があります。ペレットの品質と生産効率を左右する重要な指標は、L/D比(有効長を穴の直径で割ったもの)であり、材料に加えられる圧力、摩擦、滞留時間を決定します。
「圧縮比」の誤解を解き明かす
この混乱は、「圧縮比」が内燃機関でシリンダー容積の比率を表すおなじみの用語であることから生じることがよくあります。しかし、工業用ペレットミルはバッチ圧縮ではなく、連続押出の原理で動作するため、異なる指標が必要です。
なぜこの用語が混乱を招くのか
ペレットダイでは、材料は密閉されたチャンバー内で最終的な体積に圧縮されるわけではありません。代わりに、複数の小さなチャネルまたは穴を連続的に押し通されます。
重要な作用は、材料がこれらの穴の長さを通過する際に経験する摩擦と抵抗です。このプロセスが、高密度で耐久性のあるペレットを形成するために必要な圧力と熱を生成します。
正しい指標の導入:L/D比
この機能の業界標準の指標はL/D比です。これは簡単な式で計算されます。
L/D = 有効長 / 穴の直径
有効長(L)は、圧縮と形成が実際に起こるダイ穴の部分です。穴の直径(D)は、ペレットの最終的な直径です。有効長50mm、穴の直径5mmのダイのL/D比は10:1です。

L/D比がペレット品質をどのように左右するか
L/D比を理解することは、最終製品を制御するための基本です。比率が高いか低いかによって、材料に加えられる力が直接変化し、異なるペレット特性につながります。
摩擦と圧力の役割
L/D比が高いほど、材料は直径に対してより長いチャネルを通過します。これにより、摩擦と背圧が増加し、よりコンパクトで密度の高いペレットが得られます。
逆に、L/D比が低いほど、経路が短くなります。これにより、摩擦と圧力が減少し、圧縮が容易な材料や、処理が少ない材料に適しています。
ペレットの耐久性への影響
高いL/D比によって生成される圧力は、耐久性のあるペレットを作成するために重要です。この圧縮により粒子が結合し、空隙が減少し、強力な分子間結合が形成されます。木材のような材料の場合、この圧力とそれに伴う熱が、結合剤として機能する天然のリグニンを活性化させます。
滞留時間と熱発生
有効長が長い(L/Dが高い)ほど、滞留時間も長くなります。これは、材料がダイ穴内で強い圧力下に留まる時間です。この延長された時間により、より多くの摩擦熱が発生し、動物飼料中のデンプンを調理したり、消化率やペレットの完全性を向上させたりするのに有益です。
トレードオフを理解する
L/D比の選択は、ペレットの品質、エネルギー消費、生産速度の間のバランスを取る行為です。単一の「最適な」比率はなく、最適な選択は原材料と望ましい結果に完全に依存します。
高いL/D比:耐久性 vs スループット
高いL/D比(例:12:1以上)を選択すると、非常に耐久性のある高密度ペレットが生成されます。しかし、材料をダイに通すには、大幅に多くのエネルギーが必要です。
この抵抗の増加は、全体の生産速度(スループット)を低下させ、特に扱いにくい材料の場合、ダイの詰まりのリスクを高める可能性があります。
低いL/D比:効率 vs 品質
低いL/D比(例:8:1以下)は、より高いスループットと低いエネルギー消費を可能にします。ダイは運転が容易で、詰まりにくいです。
主な欠点は、ペレットの品質が低下する可能性があることです。ペレットは柔らかく、簡単に崩れ(微粉が発生し)、取り扱いや輸送に必要な耐久性に欠ける場合があります。
原材料の影響
飼料配合の特性は最も重要です。
- 繊維質材料(アルファルファや高繊維飼料など)は、本来圧縮に抵抗するため、詰まりを防ぐために低いL/D比が必要になる場合があります。
- 高デンプン材料(家禽や水産養殖飼料など)は、適切な調理(糊化)と結合を確実にするために、より高いL/D比が有利です。
- 油性または高脂肪材料は潤滑剤として機能し、摩擦を減らします。しっかりとしたペレットに必要な十分な圧力を生成するために、より高いL/D比が必要になることがよくあります。
目標に合ったL/D比の選択
ダイ仕様の選択は、生産目標と原材料の特性に基づいた慎重な決定であるべきです。
- 高繊維飼料(例:反芻動物)が主な焦点の場合:スループットを促進し、詰まりを防ぐために、低いL/D比(例:8:1)から始めます。
- 高デンプン飼料(例:水産養殖)が主な焦点の場合:必要な調理と水安定性を達成するために、高いL/D比(例:12:1)を使用します。
- 木質バイオマスが主な焦点の場合:リグニンを天然結合剤として活性化させるために必要な熱と圧力を生成するために、非常に高いL/D比がしばしば必要とされます。
- 生産スループットの最大化が主な焦点の場合:用途にとって最低限許容できる品質のペレットを生成する最も低いL/D比を選択します。
最終的に、L/D比をマスターすることは、ペレット製造を力任せのプロセスから精密に制御された製造作業へと変革します。
要約表:
| L/D比 | 代表的な用途 | 主な結果 |
|---|---|---|
| 低(例:8:1) | 高繊維飼料(反芻動物) | 高いスループット、低いエネルギー使用量、しかし柔らかいペレット |
| 高(例:12:1以上) | 高デンプン飼料(水産養殖)、バイオマス | 高密度で耐久性のあるペレット、より良い調理/デンプン糊化 |
ペレットの品質や生産のボトルネックでお困りですか? 正しいダイ仕様は非常に重要です。KINTEKは、材料試験およびプロセス開発のためのラボ機器と消耗品を専門とし、お客様の特定の原材料と生産目標に最適なL/D比を正確に決定するお手伝いをします。優れた耐久性と効率のためにペレット製造プロセスを最適化するために、今すぐ専門家にお問い合わせください。
ビジュアルガイド
関連製品
- FTIR用XRF & KBRプラスチックリングラボ粉末ペレットプレス金型
- FTIR用XRF&KBR鋼製リングラボ粉末ペレットプレス金型
- 実験室用XRFホウ酸粉末ペレットプレス成形金型
- ラボ用リングプレス金型
- 研究室用自動油圧タブレットプレス機(ラボ用プレス機)










