要するに、最も一般的なカーバイド工具コーティングは、窒化チタン(TiN)、炭窒化チタン(TiCN)、窒化アルミニウムチタン(AlTiN)をベースとした材料群です。それぞれが、特定の材料や切削条件での工具寿命と性能を最適化するために設計された、硬度、耐熱性、潤滑性の独自の組み合わせを提供します。
基本原則は、単一の「最良の」コーティングを見つけることではなく、コーティングの特定の特性を、加工する材料と加工操作の要求に合わせることです。適切なコーティングはシールドとして機能し、工具と被削材との相互作用を根本的に変化させます。
そもそもカーバイド工具をコーティングする理由
コーティングを比較する前に、それらが何をするのかを理解することが不可欠です。コーティングされていないカーバイド工具はすでに非常に硬いですが、微細なコーティング層が重要な性能上の利点をもたらします。
### 3つの主要な利点
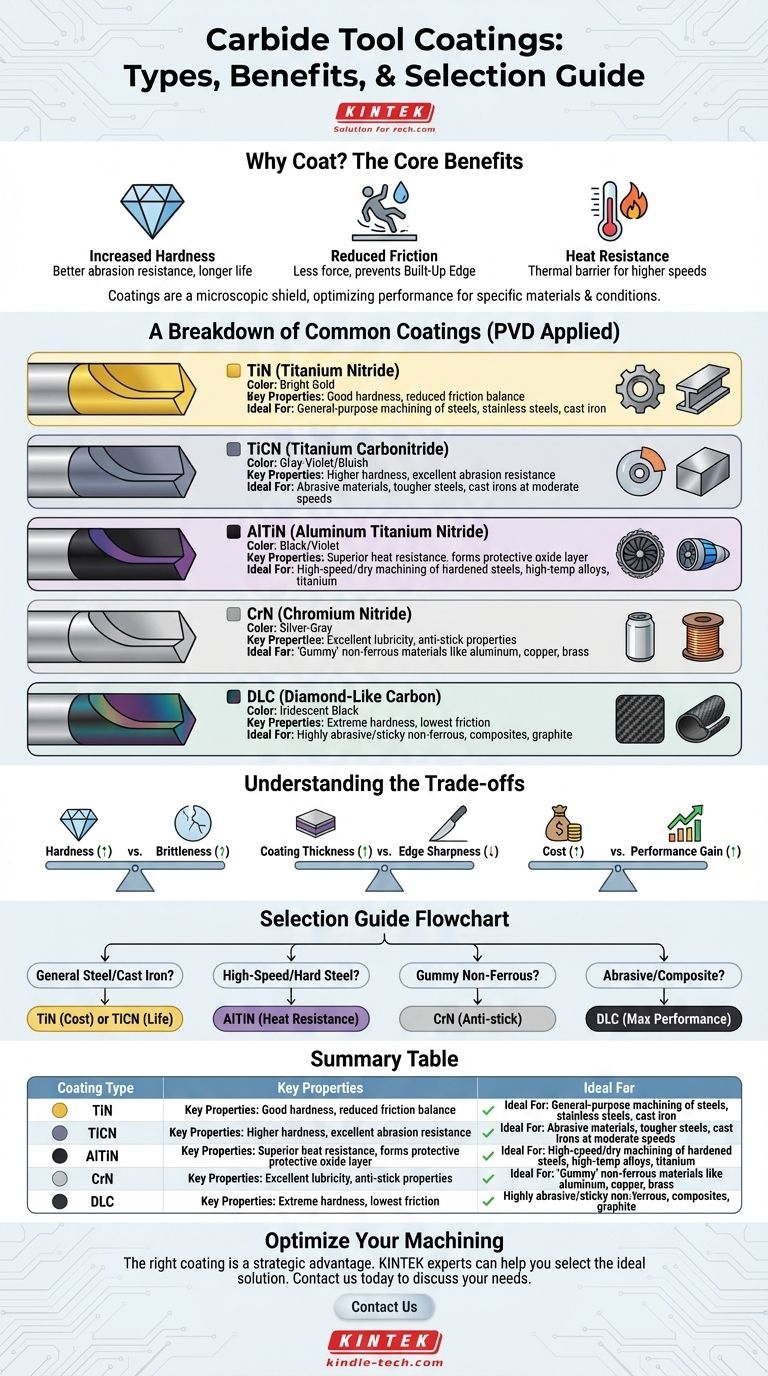
コーティングは、主に次の3つの方法で工具の性能を向上させます。
- 硬度の向上: コーティングは、カーバイド母材自体よりも著しく硬いことがよくあります。これは摩耗抵抗の向上と切削エッジの長寿命化に直接つながります。
- 摩擦の低減: より滑らかで潤滑性の高い表面は、切削に必要な力を低減し、材料が工具に付着するのを防ぎます(これはカミコミ(BUE)として知られる問題です)。
- 耐熱性: コーティングは熱障壁として機能し、切削エッジで発生する極度の温度からカーバイド工具を保護します。一部のコーティングは、保護酸化膜を形成することで、その熱を有利に利用することさえあります。

一般的な工具コーティングの内訳
多くの独自のバリエーションがありますが、ほとんどのコーティングはいくつかの主要なファミリーに分類されます。これらは通常、物理蒸着(PVD)と呼ばれるプロセスによって適用され、工具表面にわずか数ミクロンの層を結合させます。
### TiN(窒化チタン)
TiNは古典的な汎用コーティングであり、明るい金色で容易に識別できます。これは広く使用されるようになった最初のPVDコーティングの1つであり、信頼性が高く費用対効果の高い選択肢であり続けています。
硬度の向上と摩擦の低減の良好なバランスを提供し、鋼、ステンレス鋼、鋳鉄の一般的な加工において、コーティングされていない工具よりも大幅なアップグレードとなります。
### TiCN(炭窒化チタン)
TiCNは、硬度の点でTiNよりも一段階進んだものと考えてください。材料マトリックスに炭素が追加されることで、摩耗に対する耐性が著しく向上します。
この追加の硬度により、TiCN(通常は灰色がかった紫色または青みがかった色)は、特に中程度の切削速度で、研磨性の高い材料や、より硬い鋼や鋳鉄での長寿命を必要とする場合に理想的です。
### AlTiN / TiAlN(窒化アルミニウムチタン)
このコーティングファミリーは、熱性能における大きな飛躍を表しており、高性能加工の最良の選択肢です。重要な成分はアルミニウムであり、温度が上昇すると切削エッジで微細な酸化アルミニウム層を形成します。
この自己形成セラミック層は非常に硬く、優れた熱障壁として機能し、AlTiN(黒/紫)が、焼入れ鋼、高温合金、チタンの高速加工やドライ加工で優位性を発揮できるようにします。アルミニウム含有量が多いほど(AlTiN対TiAlN)、高温性能が向上します。
### CrN(窒化クロム)
CrN(銀灰色)はチタン系コーティングほど硬くありませんが、主な利点は優れた潤滑性と非粘着性です。
これにより、カミコミ(BUE)を引き起こしやすい「粘着性」のある材料、特にアルミニウム、銅、真鍮などの非鉄金属の加工に最適な選択肢となります。
### DLC(ダイヤモンドライクカーボン)
DLCコーティングは、極度の硬度と、CrNよりもさらに低い非常に低い摩擦係数を組み合わせた、高度な炭素ベースの膜のファミリーです。
この比類のない潤滑性により、DLCコーティング(通常は玉虫色の黒)は、高シリコンアルミニウム、グラファイト、複合材料などの研磨性が高く粘着性のある非鉄材料の加工にとって究極のソリューションとなります。
トレードオフの理解
コーティングの選択には、相反する要因のバランスを取ることが伴います。すべての状況で優れている単一のコーティングは存在しません。
### 硬度 対 脆性
一般的に、コーティングの硬度が増すにつれて、脆性も増します。TiCNのような非常に硬いコーティングはスムーズで連続的な切削には優れていますが、重い割り込みがある操作では、より靭性の高いコーティングよりも欠けやすい可能性があります。
### コーティングの厚さ 対 エッジの鋭さ
コーティングは、たとえ数ミクロンであっても厚さを加えます。アルミニウムのように非常に鋭い切削エッジを必要とする材料の場合、厚すぎるコーティングはエッジをわずかに丸め、性能に悪影響を与える可能性があります。これが、これらの用途では薄いDLCまたはCrNコーティングが好まれる理由です。
### コスト 対 性能向上
AlTiNやDLCのような高度なコーティングは、標準的なTiNよりも高価です。工具寿命と生産性の向上が、初期投資の高さに見合うかどうかを検討する必要があります。マイルドスチールの単発的な作業であればTiNで十分です。困難な材料での大量生産ランであれば、AlTiNがほぼ確実に元を取るでしょう。
用途に最適なコーティングの選択
これは、コーティングとジョブを照合するための出発点として使用してください。
- 鋼および鋳鉄の汎用加工が主な焦点の場合: 費用対効果の高いTiNから始めるか、より研磨性の高い条件下での工具寿命を延ばすためにTiCNにアップグレードします。
- 硬鋼および超合金の高速加工またはドライ加工が主な焦点の場合: 優れた耐熱性により、AlTiNが明確な選択肢となります。
- アルミニウム、銅、その他の非鉄材料の加工が主な焦点の場合: カミコミを防ぎ、優れた仕上がりを実現するには、CrNまたはDLCが最良の選択肢です。
- 非鉄材料および複合材料で最高の性能を追求する場合: DLCは、硬度と潤滑性の究極の組み合わせを提供します。
最終的に、これらのコーティング特性を理解することで、工具をその形状だけでなく、その設計された表面に基づいて選択できるようになります。
要約表:
| コーティングの種類 | 主な特性 | 理想的な用途 |
|---|---|---|
| TiN(窒化チタン) | 良好な硬度、摩擦低減、費用対効果が高い | 鋼、ステンレス鋼、鋳鉄の汎用加工 |
| TiCN(炭窒化チタン) | TiNよりも高い硬度、優れた耐摩耗性 | 研磨性の高い材料、より硬い鋼、中程度の速度での鋳鉄の加工 |
| AlTiN(窒化アルミニウムチタン) | 優れた耐熱性、保護酸化膜を形成 | 焼入れ鋼、高温合金、チタンの高速/ドライ加工 |
| CrN(窒化クロム) | 優れた潤滑性、非粘着性 | アルミニウム、銅、真鍮などの「粘着性」のある非鉄材料の加工 |
| DLC(ダイヤモンドライクカーボン) | 極度の硬度、最低限の摩擦、高い潤滑性 | 研磨性が高く粘着性のある非鉄材料、複合材料、グラファイトの加工 |
完璧な工具コーティングで加工プロセスを最適化する準備はできましたか? 適切なコーティングは単なるアップグレードではなく、工具寿命を劇的に延ばし、仕上がり品質を向上させ、生産性を高める戦略的な利点です。KINTEKでは、高性能な実験装置や消耗品、お客様固有の課題に合わせて設計された精密工具の提供を専門としています。当社の専門家は、お客様の材料と操作に最適なコーティングを選択するお手伝いをいたします。お客様のニーズについてご相談いただき、KINTEKのソリューションがお客様の研究所の効率と結果をどのように向上させることができるかを発見するために、今すぐ [#ContactForm] からお問い合わせください。
ビジュアルガイド
関連製品
- 炭化ケイ素(SiC)セラミックシート 耐摩耗性エンジニアリング 高性能ファインセラミックス
- カーボン紙、布、隔膜、銅箔、アルミ箔などの専門的な切断工具
- エンジニアリング先進ファインセラミックス用炭化ケイ素(SiC)セラミックプレート
- 静電気除去・清掃用導電性カーボンファイバーブラシ
- エンジニアリング先進ファインセラミックス用炭化ケイ素(SiC)セラミックシートフラットコルゲートヒートシンク







