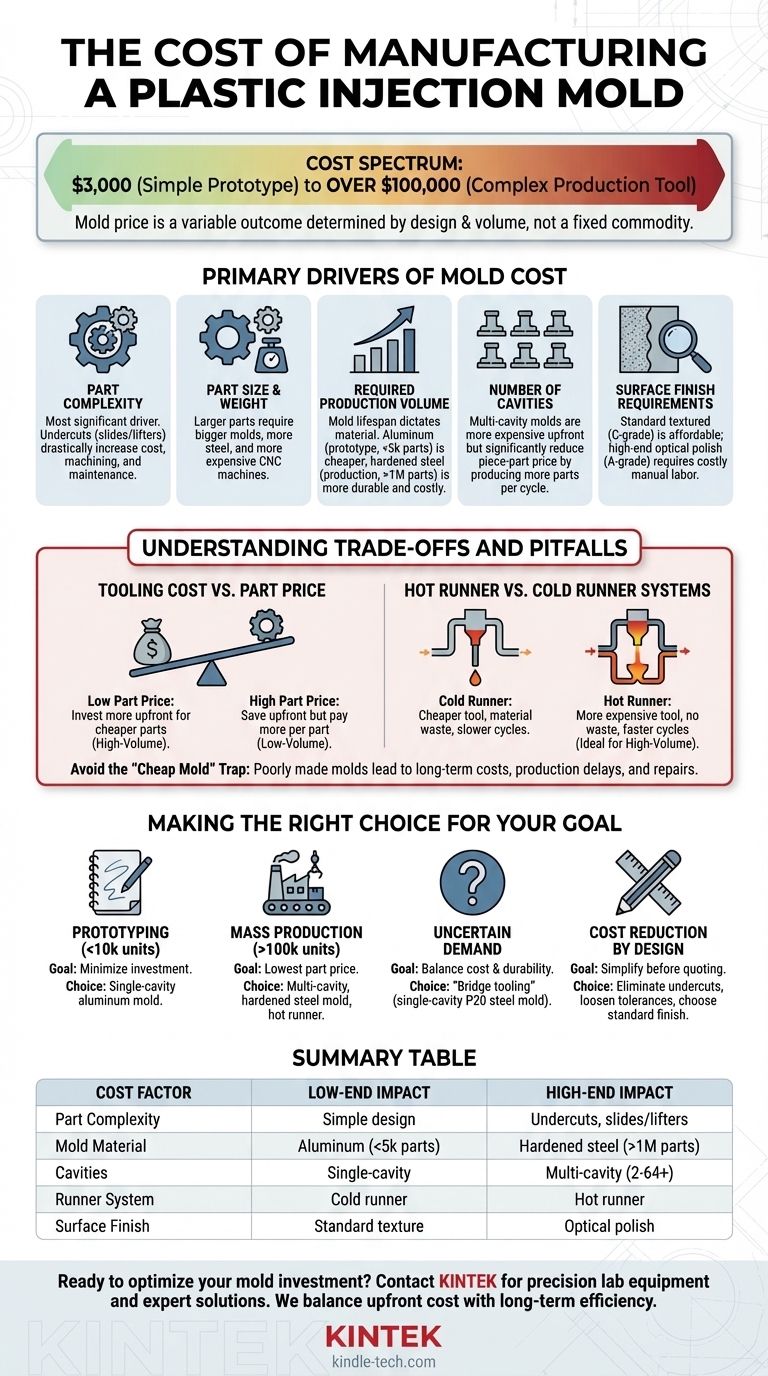
プラスチック射出成形金型の製造コストは単一の数値ではなく、単純なプロトタイプ金型の場合は3,000ドルから、複雑で大量生産用の金型の場合は100,000ドルをはるかに超える広範囲にわたります。この大きな幅があるのは、金型がコモディティではなく、製造される部品の設計と、金型が耐えるように作られた部品の量に直接反映される、カスタム設計された産業機械の一部だからです。
射出金型の価格は、判明すべき固定コストではなく、制御可能な変動的な結果です。最終的なコストは、主に部品の複雑さ、生産量、材料の選択という少数の主要な要因によって決定され、それらを理解することが予算を最適化するための鍵となります。

金型コストの主な決定要因
金型のコストは、それを構築するために必要な時間、材料、精度の直接的な関数です。部品のために行う設計上の決定はすべて、最終的な金型価格に直接的かつ具体的な影響を与えます。
部品の複雑さ
これは最も重要なコスト要因です。単純で開閉するだけの部品は、複雑な特徴を持つ部品よりも金型製作のコストがはるかに安くなります。
コストを増加させる主な特徴には、金型から直接部品を取り出すことを妨げるディテールであるアンダーカットがあります。これらは、金型に機械的なスライドまたはリフターを組み込む必要があり、加工時間、組み立て、メンテナンスの複雑さが劇的に増加します。
部品のサイズと重量
大きな部品には、より大きな金型が必要です。これは、より多くの鋼材を購入する必要があり、大型CNC機械での加工時間がより高価になることを意味します。また、より大きな部品は、それを稼働させるためにより大きく、より高価な射出成形機を必要とします。
必要な生産量(金型の寿命)
生産を計画している部品の総数は、金型に使用される材料を決定し、これがコストに大きな影響を与えます。
5,000個の部品を対象としたプロトタイプ金型はアルミニウムで作ることができます。加工が速いため安価ですが、すぐに摩耗します。1,000,000個以上の部品を対象とした量産金型には、硬化させた工具鋼(P20やH13など)が必要であり、これははるかに耐久性がありますが、加工にも大幅に時間と費用がかかります。
キャビティ数
金型は、1回のサイクルで1個の部品を製造する単一キャビティ、または1回のサイクルで2個、4個、8個、あるいは64個の部品を製造する複数キャビティで作ることができます。
多キャビティ金型は、複雑さが倍増するため、初期構築費用ははるかに高くなります。しかし、同じ時間でより多くの部品を生産するため、一個あたりの部品価格は劇的に下がります。
表面仕上げの要件
テクスチャード加工またはマットな仕上げ(CグレードのSPI仕上げとして知られる)は、標準的で最も手頃なオプションです。
部品に半光沢(Bグレード)または鏡面のような光学研磨(Aグレード)が必要な場合、コストは大幅に増加します。このレベルの仕上げには、鋼製キャビティの手作業による研磨に多くの熟練した人件時間が必要です。
トレードオフと落とし穴の理解
金型メーカーを単に最低入札額だけで選ぶと、高くつく間違いになる可能性があります。初期の金型価格は、総コスト方程式のほんの一部にすぎません。
金型コスト 対 部品価格
ここには逆の関係があります。高品質で多キャビティの金型により多く投資すると、初期の金型費用は高くなりますが、個々の部品のコストは低くなります。
逆に、安価な単一キャビティ金型で費用を節約すると、部品価格が高くなり、大量生産製品の利益率を失う可能性があります。
ホットランナー方式 対 コールドランナー方式
コールドランナーは最も単純なシステムで、ノズルから部品までのプラスチックの経路が部品と一緒に固化し、廃棄物として排出されます。金型は安価ですが、材料を無駄にし、サイクルタイムがわずかに長くなります。
ホットランナーシステムは、プラスチックを部品の直前まで溶融状態に保ち、廃棄物をなくし、より速いサイクルを可能にします。金型は著しく高価で複雑になりますが、大量生産においては材料とサイクルタイムの節約が計り知れないものになります。
「安価な金型」の罠
たとえ安価であっても、粗悪に作られた金型は、長期的にはより多くのコストがかかります。非効率的な冷却チャネルのような問題は、サイクルタイムを長くし、部品価格を上昇させます。
さらに、低品質の金型は故障しやすく、高価な生産遅延や修理費用を引き起こします。重要なのは、初期購入価格だけでなく、総所有コストです。
地理的な調達(国内 対 海外)
人件費が低いため、中国などの地域から金型を調達すると、初期価格が低くなることがよくあります。しかし、これはコミュニケーションの潜在的な課題、長い輸送時間、ロジスティクスの複雑さ、および金型の迅速な変更を行う際の困難さと比較検討する必要があります。
国内調達は通常、より速いターンアラウンド、容易なコミュニケーション、より強力な知的財産保護を提供しますが、初期費用は高くなります。
目標に合った正しい選択をする
「正しい」金型コストとは、ビジネス目標に合致するものです。価格を尋ねる代わりに、目標を定義し、それに合った金型を構築してください。
- 試作または少量生産(10,000個未満)が主な焦点の場合: 初期投資を最小限に抑え、設計を迅速に検証するために、単一キャビティのアルミニウム金型を選択します。
- 大量生産と最低の部品価格(100,000個超)が主な焦点の場合: 効率と長寿命を最適化するために、ホットランナーシステムを備えた多キャビティの硬化鋼金型に投資します。
- 需要が不確実な新製品の発売が主な焦点の場合: 高価な多キャビティ金型にコミットする前に、耐久性と適度なコストのバランスを提供する「ブリッジツーリング」(単一キャビティのP20鋼金型)を検討します。
- 設計によるコスト削減が主な焦点の場合: 金型メーカーに見積もりを依頼する前に、アンダーカットをなくし、非重要な公差を緩め、標準的な仕上げを選択することで、部品を簡素化します。
これらの基本的な決定要因を理解することで、「いくらかかるか?」と尋ねることから、製造コストを積極的に管理することへと視点を変えることができます。
要約表:
| コスト要因 | 低水準の影響 | 高水準の影響 |
|---|---|---|
| 部品の複雑さ | 単純な開閉設計 | スライド/リフターを必要とするアンダーカット |
| 金型材料 | アルミニウム(プロトタイプ、5k個未満) | 硬化鋼(量産、1M個超) |
| キャビティ | 単一キャビティ金型 | 多キャビティ金型(2~64個超) |
| ランナーシステム | コールドランナー(金型費用が安い) | ホットランナー(サイクルが速く、廃棄物が少ない) |
| 表面仕上げ | 標準的なテクスチャ(CグレードSPI) | 光学研磨(AグレードSPI) |
金型投資の最適化の準備はできましたか? KINTEKは、製造業向けの精密ラボ機器と消耗品を専門としています。当社の専門家は、初期コストと長期的な生産効率のバランスを取るために、金型設計の複雑さを乗り切るお手伝いをします。試作金型が必要な場合でも、大量生産金型が必要な場合でも、お客様の研究所と製造ニーズに合わせたソリューションを提供します。今すぐお問い合わせいただき、お客様の成功に最適なツールを構築しましょう。
ビジュアルガイド