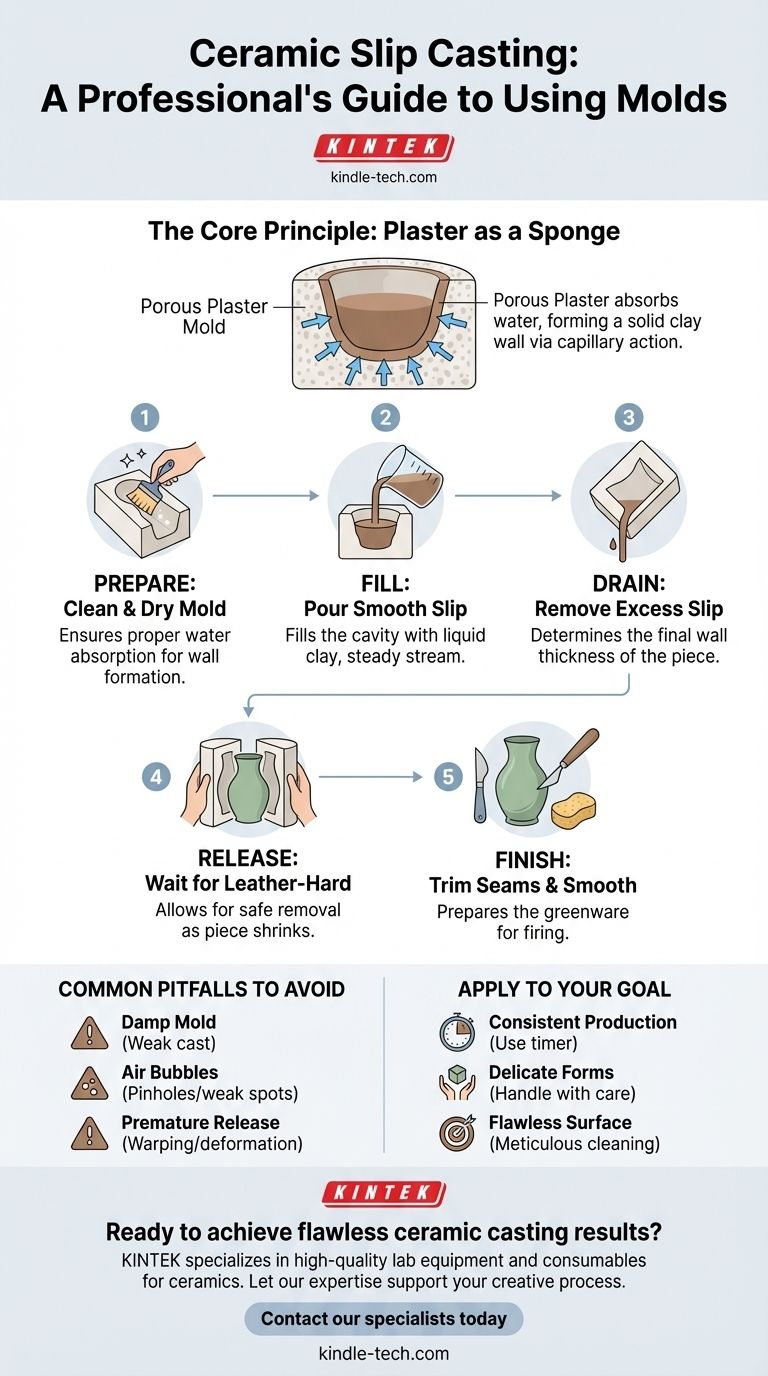
簡単に言うと、陶器の鋳型を使用するとは、石膏型を固定し、空洞に液状粘土(スリップ)を流し込み、石膏がスリップから水分を吸収して固い粘土の壁を形成するのを待つプロセスです。望む厚さに達したら、余分なスリップを排出し、作品が固まるのを待ってから、仕上げのために型から慎重に取り外します。
スリップキャスティングを成功させる鍵は、手順に従うだけでなく、2つの主要な材料、つまりスポンジのように機能する多孔質の石膏型と、粘土の本体を提供する液状のスリップとの関係を理解することです。この相互作用に対するあなたのタイミングと制御が、最終的な作品の品質を決定します。
核心原理:スリップキャスティングの仕組み
手順を説明する前に、このプロセスがなぜ効果的なのかを理解することが重要です。この方法全体は、水の吸収という単純な原理に基づいています。
石膏型の役割
石膏型は、作成したい形状のネガティブスペースです。その最も重要な特性は、その多孔性です。
乾燥した石膏型に液状のスリップを流し込むと、石膏は接触した部分のスリップからすぐに水分を吸い取り始めます。これは毛細管現象として知られる物理的なプロセスです。
粘土の壁の形成
スリップから型に水分が吸い取られると、スリップ中の粘土粒子が残されます。これらは型の内面に堆積し始めます。
この堆積した粘土の層が、作品の壁になります。スリップを型の中に長く置いておくほど、より多くの水分が吸収され、この粘土の壁は厚くなります。

段階的なキャスティングプロセス
核心原理を念頭に置けば、実用的な手順ははるかに直感的になります。各動作は、石膏とスリップの間の相互作用を制御するように設計されています。
ステップ1:型とスリップを準備する
型は完全に清潔で乾燥している必要があります。内部にほこりや破片があると作品に転写され、湿った型は適切に水分を吸収せず、弱く不均一な鋳造につながります。
型を並べ、しっかりと密着させます。強力な輪ゴムやストラップでしっかりと固定します。これにより、圧力下で液状のスリップが継ぎ目から漏れるのを防ぎます。
ステップ2:型にスリップを流し込む
流し込む前に、スリップが滑らかで均一な粘度で、塊や気泡がないことを確認してください。
スリップを型の開口部にゆっくりと一定の速度で流し込みます。急ぎすぎると気泡が入り込み、最終的な作品にピンホールや弱い部分が生じる可能性があります。型を上まで完全に満たしてください。
ステップ3:余分なスリップを取り除く
これは作品の厚さを決定する上で最も重要なステップです。スリップを型の中に置いておきます。石膏は現在、粘土の壁を積極的に構築しています。
一定時間(スリップと型によって数分から30分以上かかる場合があります)経過したら、余分な液状スリップを流し出します。内側に付着した粘土が、あなたの鋳造作品です。
ステップ4:型から鋳造品を取り出す
排出後も、内部の鋳造品はまだ非常に柔らかいです。レザーハードの状態になるまで乾燥させて硬化させる必要があります。
作品が乾燥すると、わずかに収縮し、自然に型の壁から離れ始めます。これが取り出す準備ができた合図です。バンドを慎重に取り外し、型の半分をそっと分離して、素焼き前の作品を現します。
ステップ5:作品を仕上げる
取り出した後、作品には型の接合部分に継ぎ目があります。これはごく普通のことです。
フェトリングナイフまたはクリーニングツールを使用して、これらの継ぎ目を慎重にトリミングします。その後、湿ったスポンジを使用して表面を滑らかにし、焼成のために完全に乾燥させる前に、きれいに仕上げることができます。
避けるべき一般的な落とし穴
何がうまくいかない可能性があるかを理解することは、手順を知ることと同じくらい重要です。スリップキャスティングのほとんどの問題は、核心原理の誤解に起因しています。
湿った型の問題
前回の鋳造でまだ湿っている型は絶対に使用しないでください。飽和した型はこれ以上水分を吸収できないため、適切な粘土の壁が形成されません。これは非常に薄く弱い鋳造品となり、おそらく崩壊するでしょう。
不均一なスリップと気泡
スリップが濃すぎると、型の細部に均一に流し込むことができません。薄すぎると、固い壁を構築するのに十分な粘土粒子が含まれていない可能性があります。スリップは常にヘビークリームのような粘度になるように十分に混ぜてください。
ひび割れと反り
作品を型の中で乾燥させすぎると、ひび割れが発生することがよくあります。粘土が収縮する際に、硬い型が動きを妨げ、応力亀裂を引き起こします。柔らかすぎる状態で早めに取り出すと、自重で簡単に反ったり変形したりする可能性があります。
これをあなたの目標に適用する方法
スリップキャスティングへのアプローチは、達成したい目標に基づいて洗練させることができます。
- 一貫した生産が主な焦点の場合:タイミングに細心の注意を払ってください。タイマーを使用して、スリップが型に留まる時間を制御し、すべての作品が同じ壁の厚さになるようにします。
- 繊細な形状の作成が主な焦点の場合:余分なスリップを徹底的に排出し、レザーハードの作品を細心の注意を払って扱ってください。仕上げ段階で必要に応じて薄い部分を補強します。
- 完璧な表面仕上げが主な焦点の場合:鋳造ごとに型を清掃することに注意を払い、最終的なフェトリングと平滑化の段階で時間をかけてください。
石膏、スリップ、時間の相互作用を習得することで、清潔で一貫した陶器の形状を確実に生産できます。
要約表:
| ステップ | 主要なアクション | 目的 |
|---|---|---|
| 1. 準備 | 石膏型を清掃し乾燥させる | 壁形成のための適切な吸水を確保する |
| 2. 充填 | 混合スリップを型に流し込む | 空洞に液状粘土を満たす |
| 3. 排出 | 一定時間経過後、余分なスリップを排出する | 作品の最終的な壁の厚さを決定する |
| 4. 取り出し | 作品がレザーハードの状態になるのを待つ | 型からの安全な取り外しを可能にする |
| 5. 仕上げ | 継ぎ目をトリミングし、表面を滑らかにする | 焼成のために素焼き前の作品を準備する |
完璧な陶器鋳造結果を達成する準備はできていますか? 一貫性のためには適切な機器が不可欠です。KINTEKは、スリップの準備や型作りの材料を含む、陶器用の高品質な実験装置と消耗品を専門としています。私たちの専門知識があなたの創造的なプロセスをサポートします。今すぐ専門家にお問い合わせください。お客様の実験室のニーズと、私たちがどのようにあなたの技術を完璧にするお手伝いができるかについてご相談ください。
ビジュアルガイド
関連製品
- ラボ用アンチクラッキングプレス金型
- エンジニアリング先進ファインセラミックス用アルミナAl2O3セラミックるつぼ半円ボート(蓋付き)
- FTIR用XRF & KBRプラスチックリングラボ粉末ペレットプレス金型
- Assemble Lab 円筒プレス金型
- エンジニアリング 高度なファインセラミックス アルミナ Al2O3 クルーシブル 蓋付き 円筒形 実験用クルーシブル














