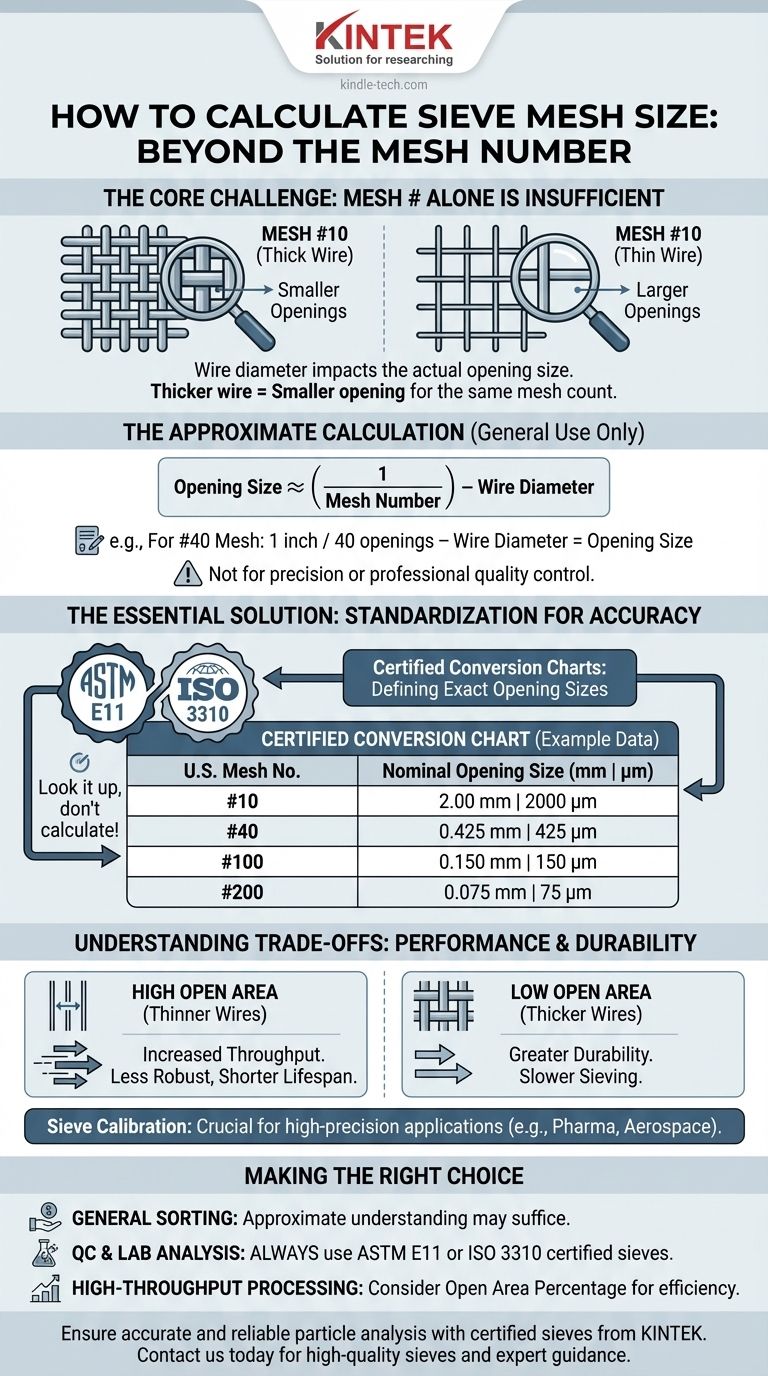
ふるいメッシュサイズの計算は、メッシュ番号だけでは不十分なため、単一の普遍的な公式では行われません。メッシュ番号は1線形インチあたりの開口部の数を示しますが、各開口部の実際のサイズは、ふるいを織るために使用されるワイヤーの直径によって異なります。同じメッシュ番号でも、より太いワイヤーを使用すると、開口部は小さくなります。
基本原則は、ふるいの開口サイズがメッシュ番号の逆数からワイヤーが占めるスペースを引いたもので決定されるということです。正確または専門的な作業の場合、これを計算するのではなく、ASTM E11やISO 3310などの規格から提供される公式の換算表を参照し、認定された各メッシュ指定の正確な開口サイズを確認します。

ふるいメッシュの基礎
正しいふるいを選択するには、メッシュ番号、ワイヤー直径、および結果として得られる開口サイズの3つの主要な特性の関係を理解する必要があります。
「メッシュ番号」とは?
メッシュ番号(またはメッシュカウント)は、織られたワイヤーメッシュの細かさを単純に測定したものです。これは、スクリーンの一線形インチにわたって数えることができる開口部の数を示します。
例えば、#10メッシュのふるいは1インチあたり10個の開口部があります。はるかに細かい#200メッシュのふるいは、1インチあたり200個の開口部があります。
ワイヤー直径の重要な役割
ワイヤー自体がスペースを占有します。特定のメッシュ番号について、より太く、より耐久性のあるワイヤーを使用すると、必然的に開口部が小さくなります。逆に、より細いワイヤーを使用すると、開口部が大きくなります。
これが、メッシュ番号だけでは開口サイズを正確に決定できない理由です。
近似計算
ワイヤー直径がわかっている場合は、簡単な公式で開口サイズを推定できます。
開口サイズ ≈ (1 / メッシュ番号) - ワイヤー直径
例えば、#40メッシュのふるいには、1インチあたり40個の開口部と40本のワイヤーがあります。ワイヤー直径がわからない場合、開口サイズを求めることはできません。この近似値は一般的な理解には役立ちますが、科学的または品質管理の用途には適しません。
標準化が不可欠な理由
あらゆる技術分野において、再現可能な結果が最も重要です。近似計算に頼ると、許容できないばらつきが生じますが、これは国際的に認められた規格を使用することで解決されます。
認定されていないふるいの問題点
異なるメーカーの2つの#100メッシュふるいが異なるワイヤー直径を使用している場合、それらは粒子を異なる方法で分離します。これにより、試験結果の比較や一貫した製品品質の確保が不可能になります。
ASTM E11とISO 3310の紹介
この問題を解決するために、組織はふるいの仕様を厳密に定義する規格を開発しました。最も一般的なのは、米国ではASTM E11、国際的にはISO 3310です。
これらの規格は、各標準メッシュ番号の公称開口サイズを規定しています。また、世界的な均一性を確保するために、必要なワイヤー直径と許容される製造公差も指定しています。
標準換算表の使用方法
専門的な用途では、開口サイズを計算するのではなく、認定された換算表で調べます。これらの表は、メッシュ番号とミリメートル(mm)またはマイクロメートル(μm)での公式の開口サイズを直接関連付けます。
| 米国メッシュ番号 | 公称ふるい開口部 (mm) | 公称ふるい開口部 (マイクロメートル, μm) |
|---|---|---|
| #10 | 2.00 | 2000 |
| #40 | 0.425 | 425 |
| #100 | 0.150 | 150 |
| #200 | 0.075 | 75 |
トレードオフの理解
ふるいの選択は、開口サイズだけではありません。メッシュの物理的な構造は、重要な性能のトレードオフを生み出します。
開口率
開口率は、開口部の面積とふるい全体の面積の比率です。これはワイヤー直径の影響を受けます。
開口率が高いふるい(ワイヤーが細い)は、粒子がより速く通過するため、スループットが向上します。ただし、耐久性が低く、寿命が短くなる可能性があります。開口率が低いと、ふるい分けの速度が遅くなる代わりに耐久性が向上します。
織りワイヤーメッシュと穴あきプレート
織りワイヤーメッシュが最も一般的ですが、一部のふるいは、固定サイズの穴が開いた金属板である穴あきプレートで作られています。これらは通常、より大きな粒子サイズ(>4 mm)に使用され、優れた耐久性を提供しますが、織りワイヤーふるいのような微細な分離を達成することはできません。
ふるい校正の重要性
認定されたふるいでさえ製造公差があります。医薬品や航空宇宙産業などの高精度な用途では、開口部が仕様内にとどまっていることを確認するために、ふるいは定期的にトレーサブルなガラスビーズや光学比較器を使用して校正する必要があります。
目的に合った正しい選択をする
ふるいの選択へのアプローチは、用途によって決まります。正確性と再現性が求められる作業については、公式規格を決定的なガイドとして使用してください。
- 主な焦点が一般的で重要度の高くない選別である場合: メッシュ番号と開口サイズの関係の近似的な理解で十分な場合があります。
- 主な焦点が品質管理、ラボ分析、または科学的研究である場合: 必ずASTM E11またはISO 3310に認定されたふるいを使用し、開口サイズについては公式の換算表を参照してください。
- 主な焦点が高スループットの産業プロセスである場合: ふるい分け効率と装置の摩耗に直接影響するため、開口率に細心の注意を払ってください。
単純な計算を超えて業界標準を活用することで、粒子分析が正確で信頼できるものになります。
要約表:
| 米国メッシュ番号 | 公称開口部 (mm) | 公称開口部 (μm) |
|---|---|---|
| #10 | 2.00 | 2000 |
| #40 | 0.425 | 425 |
| #100 | 0.150 | 150 |
| #200 | 0.075 | 75 |
KINTEKの認定ふるいで、粒子分析の正確性と信頼性を確保してください。
実験装置の大手サプライヤーであるKINTEKは、ASTM E11およびISO 3310規格に準拠した高品質のふるいを提供し、品質管理、研究、または産業プロセスにおける正確な開口サイズと一貫した結果を保証します。当社の専門家は、医薬品、材料科学、食品加工など、お客様の特定の用途に最適なふるいの選択をお手伝いします。
ふるいの要件についてご相談いただき、粒子分析ワークフローを向上させるために、今すぐ当社のチームにご連絡ください。パーソナライズされたコンサルテーションについては、お問い合わせフォームからご連絡ください。
ビジュアルガイド