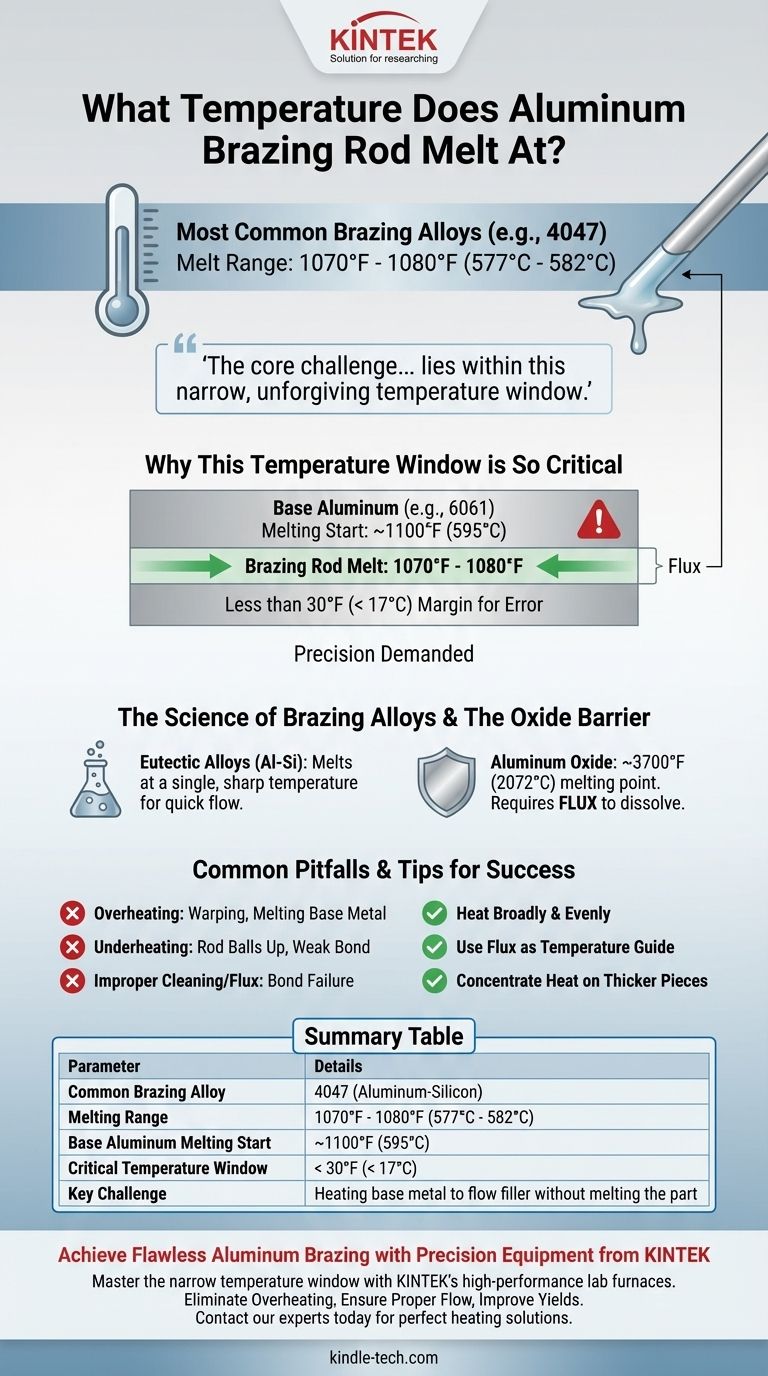
アルミニウムろう付け棒の融点は、正確で極めて重要な数値です。 4047などの最も一般的なアルミニウム-シリコンろう付け合金は、1070°Fから1080°F(577°Cから582°C)という非常に特定の範囲で溶けます。この温度は、接合する母材アルミニウムの融点よりわずかに低くなるように意図的に設計されており、プロセス全体の鍵となります。
アルミニウムろう付けの核心的な課題は、単にろう材を溶かすことではなく、母材を、溶けたろう材が部材自体を溶かすことなく接合部に流れ込むことができる温度まで加熱することです。成功はこの狭く、許容範囲の狭い温度ウィンドウにかかっています。
この温度ウィンドウが極めて重要である理由
フィラーロッドと母材の関係を理解することは基本です。わずかな温度差が、アルミニウムろう付けを精密さが求められる熟練したプロセスにしています。
母材の融点
6061のような一般的なアルミニウム合金は、約1100°F(595°C)で溶け始め、1205°F(652°C)で完全に液体になります。
お分かりのように、フィラーロッドが溶ける温度と母材が劣化し始める温度の間には、30°F未満という非常にわずかな誤差の余地しかありません。これが、一点に直接的かつ集中的な熱を加えることが破滅の元である理由です。
ろう付け合金の科学
アルミニウムろう付け棒は通常、共晶合金であり、最も一般的なのはアルミニウムとシリコンの組み合わせです。
共晶合金には明確な利点があります。それは、柔らかい「どろどろの」相を経ることなく、単一の鋭い温度で溶けることです。これにより、適切な温度に達すると、毛細管現象によって素早くきれいに流れるようになります。
目に見えない障壁:酸化アルミニウム
アルミニウムの表面は常に酸化アルミニウムの層で覆われており、これは硬く、弾力性があり、融点が約3700°F(2072°C)と驚くほど高いです。
この酸化物層に対処せずにアルミニウムをろう付けすることはできません。これはフラックスの役割であり、ろう付け温度で活性化して酸化物を化学的に溶解し、溶融したフィラーメタルが下の純粋なアルミニウムと接合できるようにします。

トレードオフと一般的な落とし穴の理解
正確な温度制御がすべてです。アルミニウム特有の性質のため、経験豊富な技術者でさえ課題に直面します。
主なリスク:過熱
赤熱する警告を発する鋼とは異なり、アルミニウムは崩壊する前に視覚的な警告をほとんど出しません。母材を過熱すると、反り、垂れ下がり、または完全に溶ける原因となります。
加熱不足の結果
母材が十分に熱くない場合、ろう付け棒は溶けても表面に玉状に固まるだけです。アルミニウムを「濡らす」ことも、接合部に引き込まれることもなく、構造的完全性のない弱い接合部で終わります。
不適切な清掃またはフラックスの塗布
部品が機械的に清掃され、適切にフラックス処理されていない場合、接合は失敗します。フィラーメタルが必要な場所に流れるためには、フラックスが活性化しており、液体である必要があります。これは多くの場合、適切な温度範囲にあることの兆候です。
目的に合った正しい選択をする
適切な温度に到達することは、火力だけでなく技術に関することです。アプローチは、母材自体によって決定されるべきです。
- 成功する接合を最優先する場合: ろう材ではなく、母材を広く均一に加熱します。接合部にろう材を当て、母材が適切な温度にあれば、ろう材は即座に溶けます。
- 初心者の場合: 温度ガイドとしてフラックスを使用します。塗布されたほとんどのアルミニウムろう付けフラックスは白い粉末のように見えますが、金属が理想的なろう付け温度に達すると、透明で水っぽくなります。
- 厚い部品と薄い部品を接合する場合: 加熱の大部分を厚い部品に集中させます。熱伝達により、薄い部品を直接加熱するよりも安全に温度を上げることができます。
アルミニウムろう付けを習得することは、フィラーロッドと母材の間の正確な熱バランスを理解し、制御することから始まります。
要約表:
| パラメーター | 詳細 |
|---|---|
| 一般的なろう付け合金 | 4047(アルミニウム-シリコン) |
| 融解範囲 | 1070°F - 1080°F (577°C - 582°C) |
| 母材アルミニウムの融解開始 | 約1100°F (595°C) |
| 重要な温度ウィンドウ | < 30°F (< 17°C) |
| 主な課題 | 部品を溶かさずにフィラーを流すために母材を加熱すること |
KINTEKの精密機器で完璧なアルミニウムろう付けを実現
アルミニウムろう付けの狭い温度ウィンドウを習得するには、信頼性が高く正確な熱制御が必要です。KINTEKは、成功するろう付け作業に不可欠な正確で均一な温度を提供する高性能ラボ炉および加熱装置を専門としています。
研究開発、製造、修理のいずれに従事している場合でも、当社のソリューションは以下を支援します。
- 過熱の排除: 母材の反りや溶解を防ぎます。
- 適切な流れの確保: 均一な熱分布で一貫した結果を得ます。
- 歩留まりの向上: 効率を高め、コストのかかるエラーを削減します。
ろう付けプロセスを強化する準備はできましたか? 今すぐ専門家にお問い合わせいただき、特定のアルミニウム接合ニーズに最適な加熱ソリューションを見つけてください。
ビジュアルガイド
関連製品
- 高温用途向け熱蒸着タングステン線
- リチウム電池用アルミニウム箔電流コレクタ
- カーボン紙、布、隔膜、銅箔、アルミ箔などの専門的な切断工具
- 小型真空熱処理・タングステン線焼結炉
- 組織の粉砕と分散のためのラボ用滅菌スラップタイプホモジナイザー















