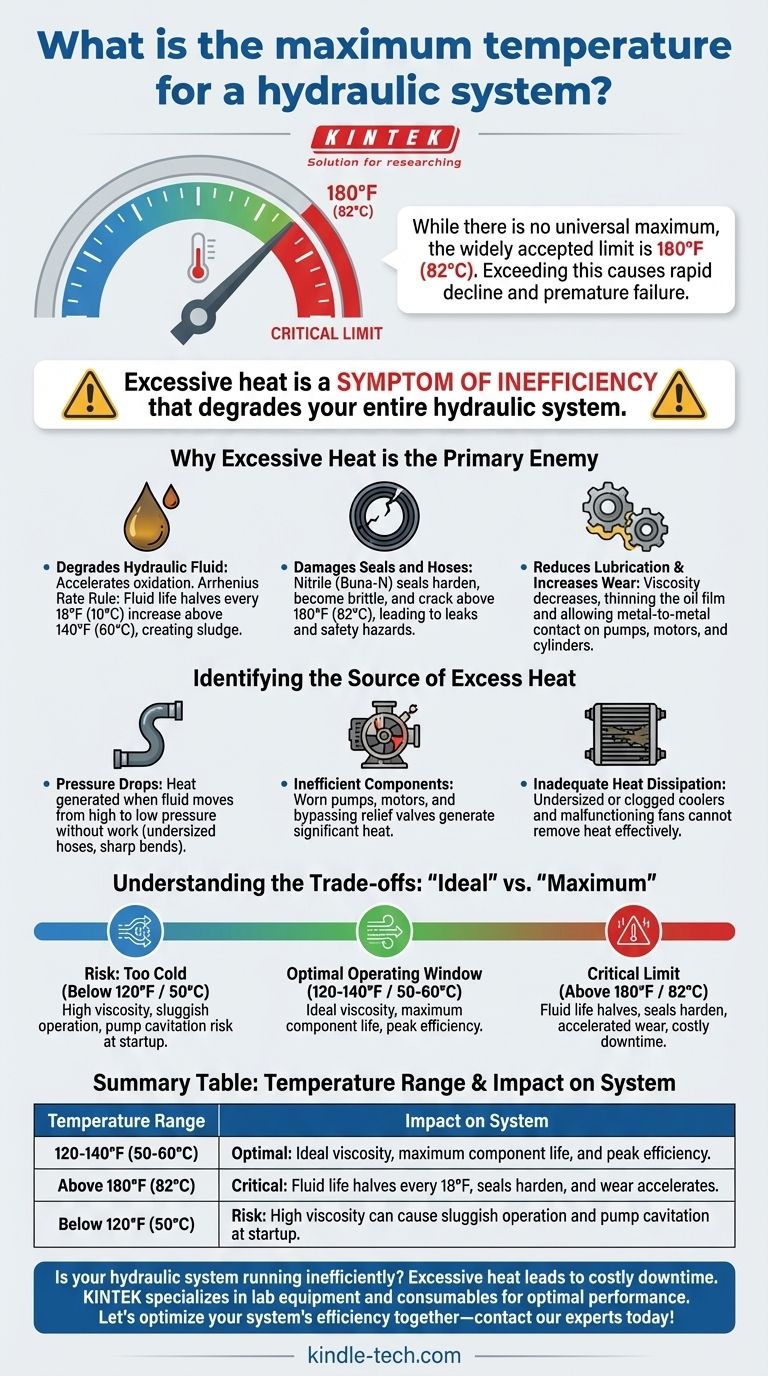
単一の普遍的な最高温度はありませんが、ほとんどの産業用油圧システムで広く受け入れられている動作限界は180°F(82°C)です。この温度を超えると、作動油、シール、ホースの寿命が急速に低下し、システムの早期故障につながります。
重大な間違いは、単一の「最高」温度に焦点を当てることです。真の目標は、安定した最適な動作範囲を維持することです。なぜなら、過度の熱自体が問題なのではなく、それはシステム全体を劣化させる非効率性の症状だからです。
過度の熱が油圧システムの主要な敵である理由
最適な範囲を1度超えるごとに、システムの信頼性と寿命が静かに低下します。熱は無駄なエネルギーを表します。つまり、有用な仕事に変換されていない入力電力です。
作動油を劣化させる
熱は作動油の最大の敵です。油と酸素の間の化学反応である酸化を促進し、これが流体劣化の主な原因です。
経験則として、アレニウスの法則があります。140°F(60°C)を超える温度で18°F(10°C)上昇するごとに、オイルの寿命は半分になります。この酸化プロセスにより、フィルターを詰まらせたり、バルブに固着したりするスラッジやワニスが生成されます。
シールとホースを損傷する
最も一般的なシール材であるニトリル(ブナ-N)は、約250°F(121°C)までの温度に耐えることができます。しかし、この限界をはるかに下回る温度、特に180°F(82°C)を超える温度での長時間の運転は、シールを硬化させ、脆くし、ひび割れを引き起こします。
これにより、内部および外部の漏れが発生し、システムの効率が低下し、安全上の危険が生じます。
潤滑を低下させ、摩耗を増加させる
作動油が加熱されると、その粘度(流れに対する抵抗)が低下します。オイルは薄くなり、可動部品間の重要な潤滑膜が弱まります。
この潤滑の低下により、金属同士の接触が起こり、ポンプ、モーター、シリンダーなどの高価な部品の摩耗が劇的に加速されます。

過剰な熱源の特定
熱はただ発生するわけではありません。非効率性によって生成されます。温度を制御するには、まず無駄なエネルギーがどこから来ているのかを理解する必要があります。
圧力降下
作動油が有用な仕事を行うことなく高圧領域から低圧領域に移動するたびに、熱が発生します。これは、ホースのサイズ不足、急な曲がり、または制限的な継手によって引き起こされる可能性があります。
非効率なコンポーネント
ポンプとモーターは決して100%効率的ではありません。摩耗したコンポーネントは内部漏れ(高圧側から低圧側に流体が漏れること)が大きく、これがかなりの熱を発生させます。常に流体をバイパスしているリリーフバルブは、主要な熱源です。
不十分な放熱
システムのタンクと熱交換器(クーラー)は、熱を放散する役割を担っています。クーラーのサイズが不足している、破片で詰まっている、またはファンが故障している場合、熱を効果的に除去できず、システム全体の温度が上昇します。
トレードオフの理解:「理想」対「最大」
180°F(82°C)の限界に焦点を当てるのは受動的です。積極的なメンテナンスは、はるかに低い、より安定した温度を目指します。
高温運転の真のコスト
最大限界近くで運転すると、高いコストがかかります。より頻繁な流体とフィルターの交換、シールとホースの故障による予期せぬダウンタイム、そして高価な交換につながるコンポーネントの摩耗の加速です。また、常に無駄な電力料金を支払っていることになります。
最適な動作範囲
最高の性能と最大の部品寿命のために、ほとんどの油圧システムは120°Fから140°F(50°Cから60°C)の範囲で動作する必要があります。この範囲内では、流体は理想的な粘度を維持し、優れた潤滑を提供し、効率を最大化し、すべてのシステム部品の寿命を劇的に延ばします。
低温運転のリスク
特に起動時には、システムが低温になりすぎる可能性もあります。オイルが冷たすぎると粘度が非常に高くなり、動作が鈍くなったり、ポンプを損傷する可能性のあるキャビテーション(蒸気空洞の形成)を引き起こしたりすることがあります。
目標に合わせた適切な選択
システムの温度管理は、運用コストと信頼性に直接影響する戦略的な決定です。
- 最大の長寿命と効率を重視する場合:作動油とシールの寿命を最大化するために、最適な120-140°F(50-60°C)の範囲内で一貫して動作することを目指します。
- 過熱しているシステムのトラブルシューティングを行う場合:まず熱交換器を調査し、次にシステム圧力をチェックして、重大な意図しない圧力降下や常に流体をバイパスしているリリーフバルブがないか確認します。
- 新しいシステムを設計する場合:熱交換器は、総入力馬力の少なくとも25〜40%を放散するようにサイズ設定されていることを確認してください。これは、熱として失われる典型的なエネルギー量です。
最終的に、油圧温度の管理は、単一の故障点を回避することではなく、エネルギーの無駄を最小限に抑え、動作寿命を最大化する効率的で信頼性の高いシステムを構築することです。
要約表:
| 温度範囲 | システムへの影響 |
|---|---|
| 120-140°F (50-60°C) | 最適:理想的な粘度、部品寿命の最大化、最高の効率。 |
| 180°F (82°C)超 | 危機的:流体寿命が18°Fごとに半減し、シールが硬化し、摩耗が加速します。 |
| 120°F (50°C)未満 | リスク:高粘度により、起動時に動作が鈍くなったり、ポンプのキャビテーションが発生したりする可能性があります。 |
あなたの油圧システムは非効率に稼働していませんか?過度の熱はエネルギーの無駄の兆候であり、高価なダウンタイムや部品の故障につながります。KINTEKは、お客様の業務を円滑に進めるための実験装置と消耗品を専門としています。当社の専門知識は、研究室が最適なシステム性能を維持し、重要な機器の信頼性と寿命を確保するのに役立ちます。お客様のシステムの効率を一緒に最適化しましょう—今すぐ当社の専門家にご相談ください!
ビジュアルガイド