本質的に、油圧プレス鍛造は、油圧シリンダーを使用して、ゆっくりと制御された、巨大な圧縮力を生成する金属成形プロセスです。金属を叩くハンマーとは異なり、油圧プレスは、通常ダイの中に保持されたワークピースを押しつぶし、材料を流動させてダイキャビティの形状に適合させます。
油圧プレス鍛造の決定的な特徴は、それが生成する巨大な力だけでなく、ストローク全体にわたってその力を持続的な圧力と精密な制御で適用できる能力です。これは、機械式ハンマーやプレスの急速な衝撃とは根本的に異なります。
核心原理:油圧プレスがどのように力を生成するか
油圧鍛造を理解するには、まずそれを動かす機械を理解する必要があります。油圧プレスは流体力学の驚異であり、小さな入力を巨大な出力に変えます。
パスカルの法則:力増幅の原動力
全体の操作はパスカルの法則にかかっています。この原理は、密閉された流体に加えられた圧力は、あらゆる方向に均等に伝達されると述べています。
油圧プレスは、小さなピストン(プランジャー)を使用して、油などの作動油に力を加えます。これにより圧力が生成され、その圧力がはるかに大きなピストン(ラム)に伝達されます。圧力が一定であり、力 = 圧力 × 面積であるため、ラムの表面積が大きいほど、初期の力が大幅に増幅されます。
主要コンポーネントの動作
一般的なシステムでは、油圧ポンプがオイルをリザーバーからシリンダーに送り込み、ラムに圧力を加えます。圧力が上昇すると、ラムは安定した非加速力で伸びます。
操作が完了すると、圧力が解放され、ラムは次のサイクルに備えて後退します。このプロセスは、精度を高めるために高度なPLC(プログラマブルロジックコントローラー)と電気油圧システムによって制御されます。
油圧アキュムレータの役割
効率のために、多くの大型プレスでは油圧アキュムレータを使用します。この装置はバッテリーのように機能し、プレスがアイドル状態のときに高圧作動油を貯蔵します。
プレスが作動する必要があるとき、アキュムレータはこの貯蔵されたエネルギーを放出し、過大なポンプを継続的に稼働させることなく、高圧流体を迅速に供給します。

力の適用:鍛造プロセスの解説
力が生成されると、金属を成形する実際の作業が始まります。この方法は、金敷を叩くというよりも、生地をこねることに似ています。
叩くのではなく、絞り込む
油圧鍛造における決定的な違いは、力の加え方です。機械式ハンマーは高速衝撃によってエネルギーを伝達します。油圧プレスは、ゆっくりと制御された圧縮によってエネルギーを伝達します。
この持続的な圧力、つまりストロークの底での「滞留時間」が重要です。これにより、金属が流動し、ダイのあらゆる複雑な細部を満たす時間が与えられ、複雑な形状にとって不可欠です。
ダイの重要性
ワークピースは、目的の最終部品のネガティブな印象を含む、成形された金属ブロックであるダイの2つの半分に挟まれます。
油圧ラムが押し下げられると、ダイが閉じ、熱いまたは冷たいワークピースを絞り込みます。巨大な圧力により、材料が流動し、ダイキャビティの正確な形状になります。
冷間鍛造と熱間鍛造
油圧プレスは、冷間鍛造と熱間鍛造の両方に使用されます。熱間鍛造は、金属の再結晶温度以上で行われ、成形しやすく、大きな変形を可能にします。
プレス仕様に記載されている冷間鍛造は、室温またはその近くで行われます。このプロセスは加工硬化によって金属の強度を高めますが、さらに大きな力を必要とし、通常、高精度でより小さく単純な部品に使用されます。
トレードオフの理解:油圧鍛造と機械鍛造
鍛造に油圧プレスを選択することは、機械式プレスと比較して明確な利点と限界を伴う、意図的なエンジニアリング上の決定です。
利点:比類のない力と制御
油圧プレスは、機械式プレスをはるかに超える巨大なトン数を生成できます。重要なことに、この最大力は、ストロークの最下点だけでなく、ラムのストローク中のどの点でも利用できます。速度と圧力は、プロセス全体にわたって正確に制御できます。
利点:深く複雑な形状
ゆっくりとした持続的な絞り込みは、金属を押し出し、深く複雑なダイキャビティに押し込むのに理想的です。これにより、油圧鍛造は、航空宇宙、自動車、エネルギー産業向けの大型で複雑なコンポーネントを製造するための好ましい方法となっています。
限界:サイクル時間の遅さ
主なトレードオフは速度です。油圧圧力を構築および解放するプロセスは、機械式プレスの急速な周期的動作よりも本質的に遅いです。これにより生産速度が低下し、大量生産の小型部品製造にはあまり適していません。
限界:高コストと複雑さ
油圧システムは、ポンプ、バルブ、流体、シール、および高度な制御を含む複雑なものです。これにより、より高い初期投資と、より単純な機械システムと比較して、より厳しいメンテナンス要件が発生する可能性があります。
アプリケーションに適した選択をする
最終的に、油圧と他の鍛造方法の選択は、部品の形状、材料、および生産量要件に完全に依存します。
- 大型で複雑なコンポーネントが主な焦点の場合:持続的な圧力と複雑なダイを満たす能力により、油圧鍛造が優れた選択肢となります。
- 小型で単純な部品の大量生産が主な焦点の場合:機械式プレスは、より良い単位経済性に必要な速度を提供することがよくあります。
- 最大の材料変形を達成することが主な焦点の場合:油圧プレスの制御された力と滞留時間は、硬い合金や大型のビレットを成形するために不可欠です。
制御された圧力の原理と急速な衝撃の原理を理解することで、特定のエンジニアリング課題に適したツールを選択できます。
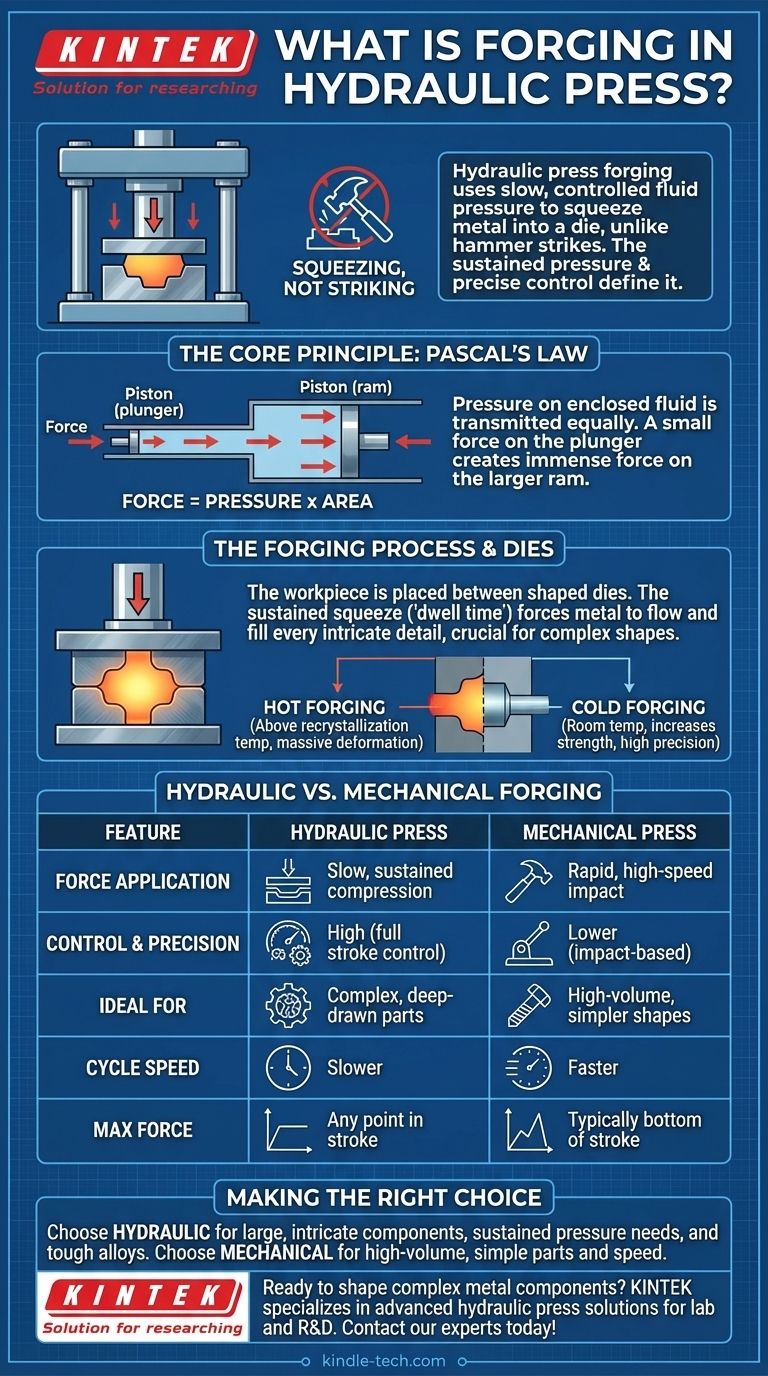
要約表:
| 特徴 | 油圧プレス鍛造 | 機械式/ハンマー鍛造 |
|---|---|---|
| 力の適用 | ゆっくりとした持続的な圧縮 | 急速な高速衝撃 |
| 制御と精度 | 高い(全ストローク制御) | 低い(衝撃ベース) |
| 理想的な用途 | 複雑な深絞り部品 | 大量生産の単純な形状 |
| サイクル速度 | 遅い | 速い |
| 最大力の利用可能性 | ストローク中のどの点でも | 通常ストロークの最下点 |
最も複雑な金属部品を精密に成形する準備はできていますか? KINTEKでは、要求の厳しい実験室および研究開発アプリケーション向けに調整された油圧プレスソリューションを含む、高度な実験装置と消耗品を専門としています。航空宇宙、自動車、材料科学のいずれの分野でも、当社の専門知識は、優れた結果に必要な制御された力と耐久性を保証します。今すぐ専門家にお問い合わせください。KINTEK油圧プレスがお客様の金属成形能力をどのように向上させることができるかについてご相談ください!
ビジュアルガイド
関連製品
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用加熱プレート付きマニュアル高温加熱油圧プレス機
- ラボ用手動加熱プレート内蔵加熱油圧プレス機
- 24T 30T 60T 加熱プレート付き加熱式油圧プレス機 ラボ用ホットプレス



















