ろう付け温度は単一の値ではありませんが、使用するフィラー合金によって決まります。適切なろう付け温度は、合金が完全に液体になる点である液相点(リキダスポイント)よりも常にわずかに高く設定されます。原則として、適切に流れることを保証するために、目標温度は合金の指定された液相点より少なくとも25℃(50°F)高くする必要があります。
ろう付け温度の核心的な原則は、普遍的な数値を狙うことではなく、選択したフィラー合金の特定の融解特性に基づいて熱を正確に制御することです。成功は、接合する母材を損傷するほど熱くならずに、合金が自由に流れるのに十分な温度に到達できるかどうかにかかっています。
ろう付け温度を定義するものとは?
ろう付けプロセスを適切に制御するには、あらゆるろう付け合金の2つの重要な温度点、すなわち固相点(ソリダス)と液相点(リキダス)を理解する必要があります。
固相点と液相点の役割
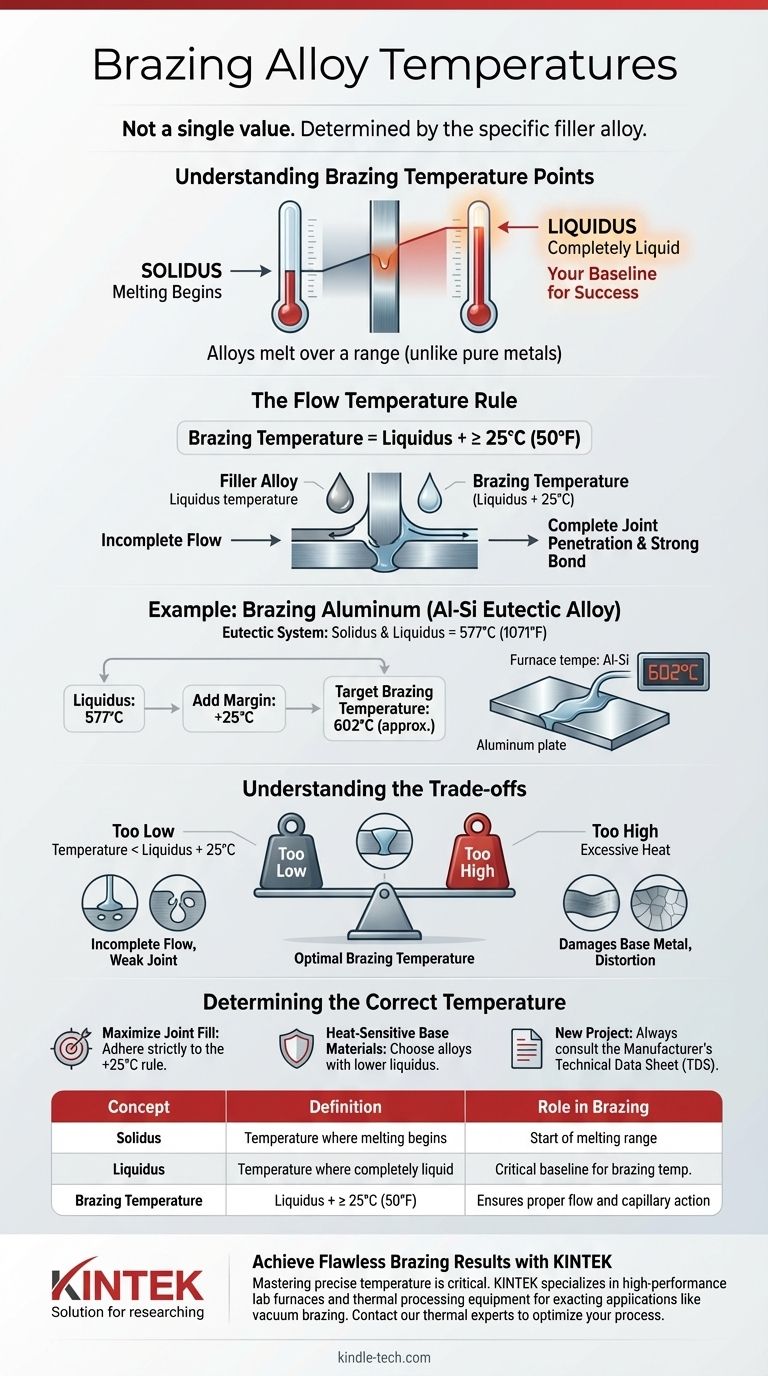
単一の温度で溶ける純粋な金属とは異なり、ろう付け合金は範囲内で溶けます。固相点(ソリダス)は、合金が溶け始める温度です。液相点(リキダス)は、合金が完全に液体になる温度です。
「液相点」温度:あなたの基準点
液相温度は最も重要な情報です。これは、フィラーメタルが完全に液体状態に移行し、毛細管現象によって接合部に流れ込むことができる点です。
流れ温度のルール
完全な溶解と良好な流れを促進するために、業界標準では、アセンブリをフィラー合金の液相点より少なくとも25℃(50°F)高い温度まで加熱することです。このバッファにより、フィラー全体が溶け、接合部に完全に浸透するのに十分な熱エネルギーが確保されます。

実用的な例:アルミニウムのろう付け
ろう付け温度の原理は、真空ろう付けアルミニウム部品のような実際の例で最もよく理解できます。
Al-Si共晶合金
アルミニウムのろう付けによく使われるフィラーは、アルミニウム-シリコン(Al-Si)合金です。シリコン含有量11.7%の合金は共晶系であり、固相点と液相点の温度が同じであることを意味します:577℃(1071°F)。
ろう付け温度の計算
私たちのルールを使用して、この特定の合金の適切なろう付け温度を決定できます。液相温度を取り、安全マージンを加えます。
- 577℃(液相点)+ 25℃ = 602℃(ろう付け温度)
したがって、この特定のフィラーで成功する接合を保証するために、炉またはトーチはアセンブリ全体を約602℃に到達させるように設定する必要があります。
この合金が機能する理由
このAl-Si合金が選ばれるのは、その融点(577℃)が接合されるアルミニウム母材の融点よりも大幅に低いためです。これにより、母材が固体状態のままでフィラーが完全に液体になることができ、これはあらゆるろう付け操作の基本的な要件です。
トレードオフの理解
適切な温度を達成することは、バランスを取る作業です。どちらの方向にも逸脱すると、接合部の品質と完全性に重大なリスクが生じます。
低すぎる場合:流れが不完全になる
ろう付け温度が液相点を十分に超えない場合、フィラーメタルは動きが鈍くなります。これにより毛細管作用が不完全になり、空隙が残り、応力下で破損しやすい、弱く信頼性の低い接合部が形成されます。
高すぎる場合:母材の損傷
過度の熱も同様に危険です。過熱は、母材の反り、変形、または粒成長を引き起こし、その構造的完全性を損なう可能性があります。最悪の場合、母材を意図せず溶かしてしまい、部品を破壊することになります。
プロジェクトに最適な温度の決定
適切な温度の選択は、材料と目標の関数です。これらの原則をガイドとして使用してください。
- 最大の接合充填を確保することが主な焦点である場合: 強い毛細管流れを促進するために、プロセス温度を合金の液相点より少なくとも25℃(50°F)上に設定するというルールを厳守してください。
- 熱に敏感な母材を扱っている場合: 接合される部品への熱応力を最小限に抑えるために、より低い液相点を持つフィラー合金を選択してください。
- プロジェクト用に新しい合金を選択する場合: 必ずメーカーの技術データシート(TDS)を参照してください。これには、すべての計算の基礎となる正確な固相点と液相点の温度が記載されています。
これらの温度関係を習得することが、一貫して強力で信頼性の高いろう付け接合部を作成するための鍵となります。
要約表:
| 概念 | 定義 | ろう付けにおける役割 |
|---|---|---|
| 固相点 (Solidus) | 合金が溶け始める温度。 | 溶融範囲の開始点を示す。 |
| 液相点 (Liquidus) | 合金が完全に液体になる温度。 | ろう付け温度設定の重要な基準点。 |
| ろう付け温度 | 液相点 + 少なくとも25℃(50°F)。 | 適切な流れと毛細管作用を確保し、強力な接合を実現する。 |
KINTEKで完璧なろう付け結果を達成
ろう付け合金の正確な温度を習得することは、強力で信頼性の高い接合部を作成するために不可欠です。アルミニウム、高温合金、その他の材料のいずれを扱っている場合でも、適切な装置が、一貫性のある正確な熱制御を保証します。
KINTEKでは、真空ろう付けのような厳密な用途向けに設計された高性能ラボ炉および熱処理装置を専門としています。当社のソリューションは、目標温度に正確に到達し維持するのを支援します。これは液相点より安全に高く、フィラーメタルが完全に流れ、毎回完璧な接合部を保証すると同時に、母材を熱損傷から保護します。
ろう付けプロセスを最適化するために私たちがお手伝いします。 当社の熱専門家に今すぐお問い合わせいただき、お客様の特定の用途についてご相談の上、お客様の研究所のニーズに最適なKINTEKソリューションを見つけてください。
ビジュアルガイド