ジルコニアの失敗はめったに予期せぬものではありません。 材料自体は非常に強力ですが、臨床的な失敗はほぼ常にプロセスに関連する問題を示しており、材料固有の欠陥ではありません。最も一般的な2つの失敗形態は、破折(コアまたはベニアリングセラミックのいずれか)と接着剥離であり、これらはどちらも大部分が予防可能です。
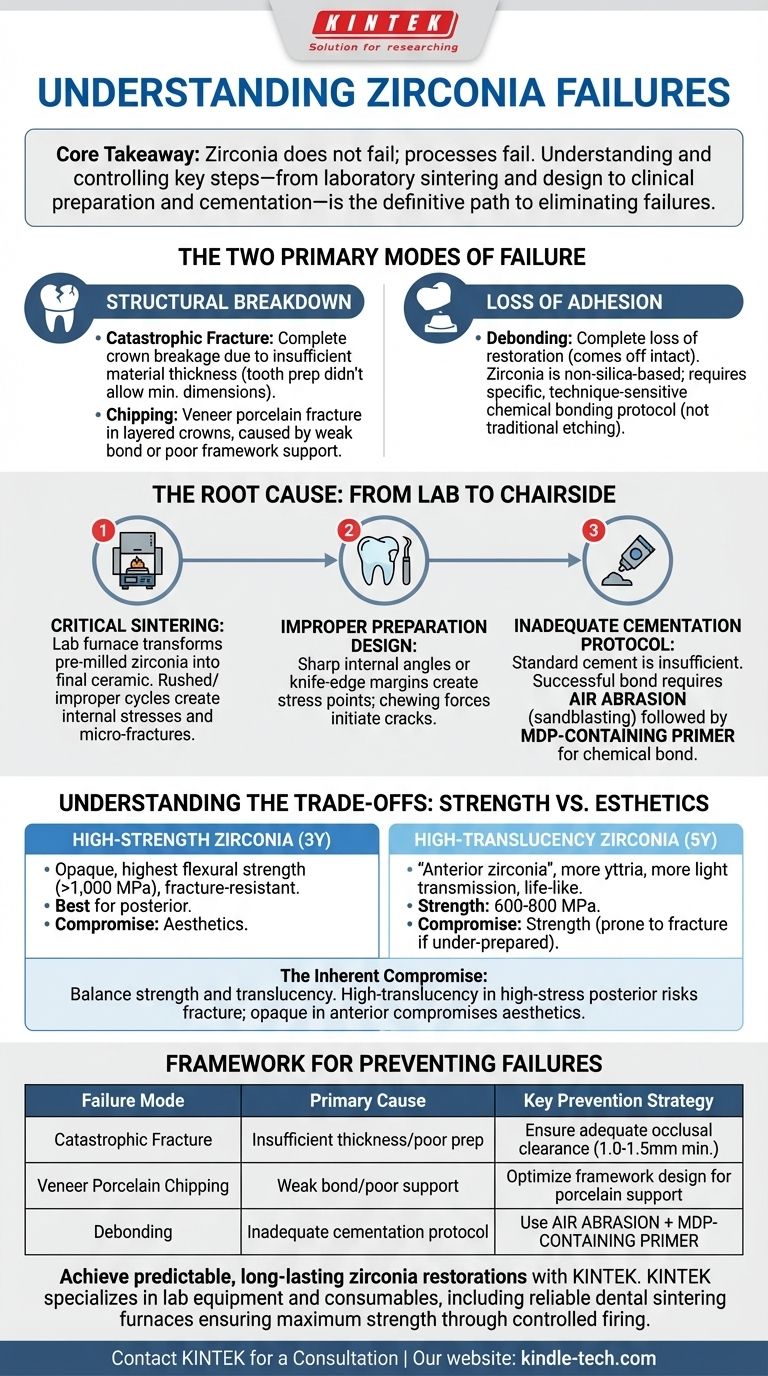
核となる教訓は、ジルコニアが失敗するのではなく、プロセスが失敗するということです。ラボでの焼結や設計から臨床での形成やセメンテーションに至るまでの主要なステップを理解し、制御することが、ジルコニア修復物の失敗の大部分を排除するための決定的な道筋です。
失敗の2つの主要な形態
失敗を防ぐためには、まずそれらを明確に定義する必要があります。これらは、構造的破壊と接着の喪失という2つの明確なカテゴリに分類されます。
壊滅的な破折
これはクラウン自体の完全な破損です。ジルコニアは非常に高い曲げ強度を持っていますが、無敵ではありません。これらの破折は、ほぼ常に材料厚が不十分であったことに起因し、これは歯の形成がメーカーが要求する最小寸法を許容しなかったことを意味します。
チッピング(ベニアポーセレンの破折)
この失敗は、審美的なポーセレンがジルコニアコアの上に焼成されるレイヤードジルコニアクラウン特有のものです。チッピングは、強力なジルコニアサブストラクチャーではなく、より弱いポーセレン層で発生します。これは、層間の結合が弱いことや、ポーセレンを適切にサポートしないフレームワーク設計によって引き起こされることがよくあります。
接着剥離(保持力の喪失)
これは修復物全体が歯から外れる、完全な喪失です。ジルコニアはシリカベースではないセラミックであるため、従来のポーセレンのようにフッ化水素酸でエッチングすることができません。これにより、強力な化学結合を達成することが技術的に難しくなり、臨床的なエラーの頻繁な原因となります。

根本原因:ラボからチェアサイドまで
失敗は一連の出来事です。根本原因は、クラウンが患者の口に入るはるか前に見つかることがよくあります。
焼結の重要な役割
焼結とは、チョーク状のプレミルドジルコニアを最終的で高密度のセラミック状態に変換する、炉ベースの加熱プロセスです。これは最も重要なラボのステップです。 焼結サイクルを急いだり、オーブンを不適切に校正したりすると、内部応力や微小な亀裂が生じ、最終的な修復物の強度が大幅に低下し、通常の機能下での失敗に対して脆弱になります。
不適切な形成設計
ジルコニアの強みは、適切な設計によって活用されます。歯の形成における鋭い内部の角やナイフエッジのマージンは、応力集中点を作り出します。時間の経過とともに、咀嚼力はこれらの点に集中し、壊滅的な破折につながる亀裂を開始させる可能性があります。
不十分なセメンテーションプロトコル
単に標準的なセメントを使用するだけでは、特に機械的保持が限られている症例では、ジルコニアには不十分です。長期間持続する強力な接着は、厳格なプロトコルに依存します。それは、内部表面のエアアブレーション(サンドブラスト)と、ジルコニア酸化物と化学的に結合するモノマーであるMDPを含むプライマーの塗布です。
トレードオフの理解:強度対審美性
すべてのジルコニアが同じではありません。材料の選択は、その潜在的な失敗モードと理想的な使用例に直接影響します。
高強度ジルコニア(3Y)
これは最も不透明なオリジナルのジルコニアです。最も高い曲げ強度(1,000 MPa超)を提供し、破折に対して非常に耐性があります。しかし、その不透明性により、審美性が求められる領域での使用が制限されます。後歯のクラウンとブリッジのゴールドスタンダードです。
高透過性ジルコニア(5Y)
しばしば「前歯用ジルコニア」として販売されるこの材料は、より多くのイットリアを含んでおり、光がより多く通過するように結晶を配置し、より生命感のある外観を作り出します。この向上した審美性は、強度の代償を伴い、通常は600〜800 MPaの範囲です。不適切な形成が行われた場合、破折しやすくなります。
本質的な妥協
強度と透過性の間の妥協を受け入れる必要があります。高ストレスの後歯の状況で高透過性材料を使用し、形成の厚さに細心の注意を払わない場合、破折を招くことになります。逆に、前歯に不透明な高強度材料を使用すると、審美的な結果が損なわれます。
ジルコニアの失敗を防ぐためのフレームワーク
ジルコニアの成功は、ラボとの明確なコミュニケーションと正確な臨床プロトコルの関数です。
- 主な焦点が最大の耐久性(後歯のクラウン)である場合: 高強度(3Y)ジルコニアを使用し、形成が少なくとも1.0〜1.5 mmの咬合クリアランスを確保していることを確認してください。
- 主な焦点が最適な審美性(前歯のクラウン)である場合: 高透過性(5Y)ジルコニアが適切ですが、材料をサポートするために強固な接着結合プロトコルを確保する必要があります。
- 接着剥離の問題が発生している場合: すべてのジルコニア修復物で、エアアブレーションの後にMDPを含むプライマーを使用するプロトコルを直ちに導入してください。
- ラボの品質について懸念がある場合: ラボと焼結プロトコルについて直接話し合ってください。製造元推奨の焼成サイクルよりも1日でのターンアラウンドタイムを優先するラボは避けてください。
ジルコニアを習得することは、その失敗を恐れることではなく、その成功を保証するプロセスを制御することです。
要約表:
| 失敗モード | 主な原因 | 主要な予防戦略 |
|---|---|---|
| 壊滅的な破折 | 材料厚の不足/不適切な形成設計 | 十分な咬合クリアランス(最小1.0-1.5mm)を確保する |
| ベニアポーセレンのチッピング | ジルコニアコアとベニアリングセラミック間の結合が弱い | ポーセレンサポートのためのフレームワーク設計を最適化する |
| 接着剥離(保持力の喪失) | 非シリカセラミックに対する不十分なセメンテーションプロトコル | 化学結合のためにエアアブレーション+MDP含有プライマーを使用する |
KINTEKで予測可能で長持ちするジルコニア修復物を実現しましょう。
ジルコニアの性能は、ラボからチェアサイドまでの精度にかかっています。KINTEKは、成功の基盤を形成するラボ機器と消耗品を専門としています。当社の信頼性の高い歯科用焼結炉は、制御された正確な焼成サイクルを通じてジルコニアが最大の強度に達することを保証し、失敗につながる内部の欠陥のリスクを軽減します。
ラボの卓越性をサポートするために当社と提携してください。当社のソリューションがワークフローと修復物の結果をどのように向上させるかについて、今すぐ専門家にご相談ください。
コンサルテーションについてはKINTEKにお問い合わせください
ビジュアルガイド
関連製品
- ジルコニアセラミックガスケット断熱工学 高度ファインセラミックス
- エンジニアリング先進ファインセラミックス用精密加工ジルコニアセラミックボール
- トランス付きチェアサイド用歯科用ポーセリンジルコニア焼結セラミックファーネス
- エンジニアリング先進ファインセラミックス加工用カスタムメイドアルミナジルコニア特殊形状セラミックプレート
- エンジニアリング先進ファインセラミックス用精密加工イットリア安定化ジルコニアセラミックプレート










