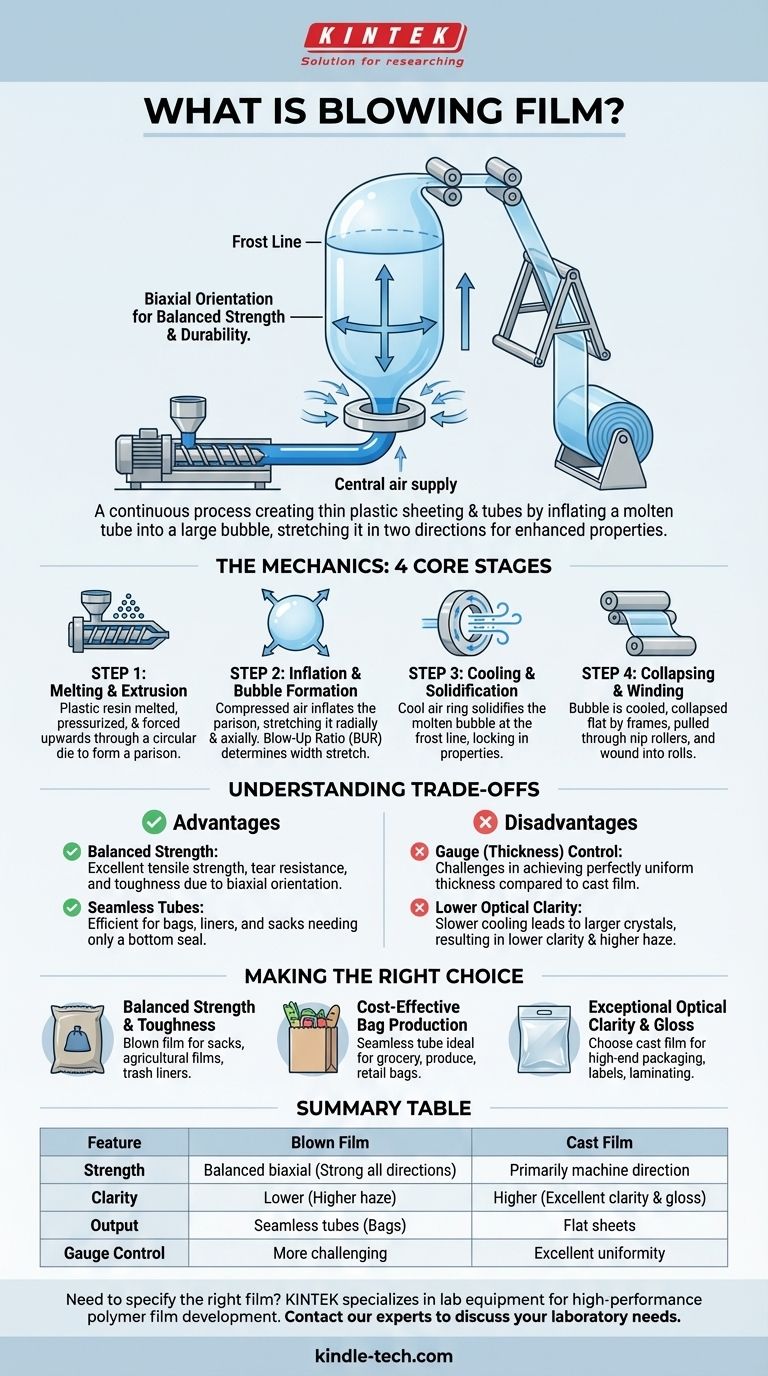
ブローフィルム(Blowing film)は、技術的にはブローフィルム押出成形として知られており、薄いプラスチックシートやチューブを製造するための連続的な製造プロセスです。これは、プラスチック樹脂を溶かし、円形のダイを通して垂直に押し出し、厚いチューブを形成し、同時にそのチューブに空気を送り込んで大きく薄い壁のバブル(気泡)を膨らませることによって機能します。このバブルは冷却され、平らに折りたたまれ、ロールに巻き取られます。
ブローフィルムの核心的な目的は、単にプラスチックシートを作ることではなく、溶融したプラスチックを同時に二方向に引き伸ばすことです。この二軸延伸により、フィルムは厚さに対して他の方法で作られたフィルムよりも著しく強く、耐久性のあるバランスの取れた機械的特性を持つようになります。

ブローフィルムプロセスの仕組み
このプロセスがこれほど広く使用されている理由を理解するには、それを主要な段階に分解することが不可欠です。各ステップは、フィルムの最終的な特性を決定する制御ポイントとなります。
ステップ1:溶解と押出
プロセスは、通常ポリエチレン(LDPE、LLDPE、HDPE)である固体プラスチックペレット(樹脂)を供給することから始まります。バレル内の回転するスクリューがプラスチックを加熱、溶解、加圧し、均質で一貫した流体になるようにします。その後、この溶融プラスチックは円形のダイを通して上方に押し出され、パリソンと呼ばれる厚い壁のプラスチックチューブとして現れます。
ステップ2:インフレーションとバブル形成
パリソンがダイから出ると、圧縮空気がチューブの中心に注入されます。この空気圧がチューブを膨らませ、半径方向(外側)と軸方向(上方向)の両方に引き伸ばします。最終的なバブルの直径とダイの直径との比率は、ブローアップ比(BUR: Blow-Up Ratio)として知られる重要なパラメータです。BURが高いほど、横方向(幅)への延伸が大きくなります。
ステップ3:冷却と固化
ダイの上に取り付けられたエアリングが、大量の冷たい空気をバブルの外側に吹き付けます。この冷却プロセスによりプラスチックが固化し、その分子構造が固定されます。溶融した透明なバブルが固体で不透明なフィルムになる点をフロストライン(frost line)と呼びます。このフロストラインの高さは、フィルムの透明度、強度、靭性に影響を与える主要な変数です。
ステップ4:折りたたみと巻き取り
冷却後、バブルは上昇し続け、大きな生産施設では数階分の高さを超えることもありますが、その後、一連の折りたたみフレームを通過して優しく平らなチューブにされます。この平らにされたチューブは、プロセス全体の速度を制御する一対のニップローラーを通過します。最後に、平らなチューブが大きなロールに巻き取られます。チューブのまま維持することも、片側または両側の端を切断して1枚または2枚の平らなフィルムシートを作成することもできます。
トレードオフの理解
非常に多用途ですが、ブローフィルム押出成形はすべての用途に最適な解決策ではありません。その限界を理解することが、情報に基づいた意思決定を行うための鍵となります。
利点:バランスの取れた強度
主な利点は二軸延伸(biaxial orientation)です。プラスチックを二方向に引き伸ばすことにより、ポリマー鎖が相互に絡み合い、機械方向と横方向の両方で優れた引張強度、引き裂き抵抗性、靭性を持つフィルムが得られます。
利点:シームレスなチューブ
このプロセスは自然にシームレスなチューブを生成するため、底部のシールのみが必要なプラスチックバッグ、ライナー、サックを製造するための最も効率的な方法です。
欠点:ゲージ(厚さ)制御
キャストフィルム(プラスチックを冷却ローラー上に押出成形する方法)と比較して、ブローフィルムは厚さのばらつきが生じやすい傾向があります。フィルムの全幅にわたって完全に均一なゲージを達成することは、大きな技術的課題です。
欠点:低い光学特性(透明度)
ブローフィルムプロセスにおける冷却速度が遅いため、プラスチック内に大きな結晶構造が形成されやすくなり、光がより多く散乱します。その結果、通常、キャストフィルムよりも透明度が低く、ヘイズ(曇り)が高いフィルムになります。
目的に合った正しい選択をする
適切な製造プロセスの選択は、フィルムの最終用途要件に完全に依存します。
- バランスの取れた強度と靭性を最優先する場合: ヘビーデューティーサック、農業用フィルム、ゴミ袋ライナーなどの用途には、ブローフィルムが明確な選択肢です。
- 費用対効果の高いバッグ製造を最優先する場合: ブローフィルムプロセスによって形成されるシームレスなチューブは、食料品袋、農産物袋、その他の小売用バッグの製造において比類がありません。
- 優れた光学特性と光沢を最優先する場合: 高級フレキシブル包装、ラベル、ラミネート用途により適したキャストフィルムを指定する必要があります。
ブローフィルムプロセスがどのように独自の特性を生み出すかを理解することで、特定のニーズに合わせて性能、コスト、美観のバランスを取る適切な材料をより良く指定することができます。
要約表:
| 特徴 | ブローフィルム | キャストフィルム |
|---|---|---|
| 強度 | バランスの取れた二軸延伸(全方向で強い) | 主に機械方向の強度 |
| 透明度 | 低い(ヘイズが高い) | 高い(優れた透明度と光沢) |
| 製品形態 | シームレスなチューブ(バッグに最適) | 平らなシート |
| ゲージ制御 | 均一な制御がより困難 | 優れた均一性 |
用途に最適なフィルムを指定する必要がありますか? ブローフィルムプロセスは、強力で耐久性のあるプラスチックシートや、バッグやライナー用のシームレスなチューブを作成するのに理想的です。KINTEKでは、高性能ポリマーフィルムの開発と試験に必要なラボ機器や消耗品の提供を専門としています。研究開発であれ品質管理であれ、当社のソリューションは、強度、透明度、コスト効率の完璧なバランスを達成するのに役立ちます。当社の専門家に今すぐお問い合わせいただき、お客様の実験室のニーズと、プロジェクトをどのようにサポートできるかについてご相談ください。
ビジュアルガイド