製造用金型の高コストは、それがカスタムメイドの精密な産業機械であるという事実を直接反映しています。その価格は単純な金属ブロックのためではなく、何千、何百万もの同一部品を極めて高い精度と速度で生産できるツールを作成するために必要な、膨大な量の熟練労働力、高度な機械加工時間、および高品質の材料にかかる費用です。
金型の価格は、視点を変えるまでは衝撃的かもしれません。あなたは部品を購入しているのではなく、あなたのデザインを完璧かつ効率的に大規模に複製することを唯一の目的とする、耐久性のあるカスタム設計された機械を発注しているのです。このコストは、単純な費用ではなく、製造能力への投資です。
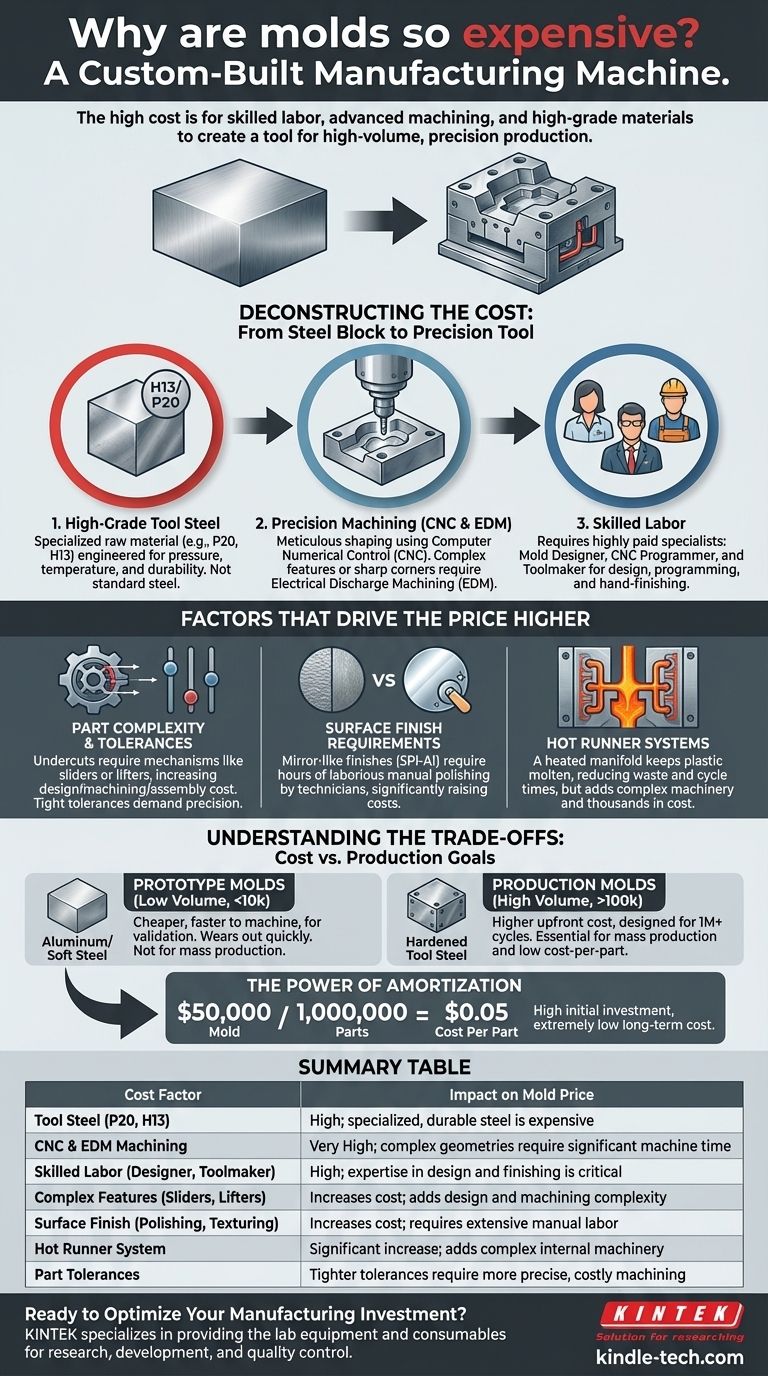
コストの内訳:鋼塊から精密ツールへ
金型は特殊な鋼塊から始まり、一連の高価で時間のかかるプロセスを経て変形されます。各ステップはかなりのコストを追加しますが、信頼性の高い生産ツールを作成するためには不可欠です。
基盤:高品質工具鋼
原材料自体が主要なコスト要因です。金型は標準的な安価な鋼鉄から作られるわけではありません。P20やH13などの高品質な工具鋼から作られます。
この特殊鋼は、何十万回ものサイクルにわたって射出成形プロセスの途方もない圧力と高温に耐え、変形したり摩耗したりしないように設計されています。数百万個の部品を生産するために使用されるH13のような硬化工具鋼は、さらに高価であり、機械加工が著しく困難であるため、コストがさらに増加します。
中核プロセス:精密機械加工
これが最大のコスト要因です。鋼塊はCNC(コンピュータ数値制御)機械加工を使用して細心の注意を払って成形されます。コンピュータ制御のカッターが、部品のネガティブスペースであるキャビティを固体ブロックから削り出します。
部品の形状が複雑であればあるほど、より多くの機械加工時間が必要になります。微細なディテール、深いリブ、湾曲した表面などの機能は、より長く、より複雑な機械加工経路を必要とします。鋭い内角やフライス工具が物理的に到達できない機能には、EDM(放電加工)と呼ばれるさらに特殊なプロセスが使用され、これはより遅く、さらにコストが増加します。
人的要素:熟練労働と設計
金型の作成には、高給の専門家チームが必要です。まず、金型設計者が、材料の流れ、冷却チャネル、部品の排出などを考慮して、部品の設計を機能的な金型に変換します。
次に、CNCプログラマーが機械の複雑なツールパスを作成し、熟練した金型職人が機械のセットアップから最終的な組み立て、手仕上げまで、プロセス全体を監督します。これらの専門家の労働時間は、最終的な請求書の大部分を占めます。

価格をさらに押し上げる要因
基本的な製造プロセスを超えて、部品設計の特定の機能は、金型の複雑さとコストを劇的に増加させる可能性があります。
部品の複雑さと公差
部品にアンダーカット(金型から直接引き抜くのを妨げる機能)がある場合、金型には複雑なメカニズムを含める必要があります。これらは、射出前に所定の位置に移動し、部品の排出を可能にするために後退するスライダー(サイドアクション)またはリフターである可能性があります。これらは設計、機械加工、および組み立てコストを大幅に増加させます。
同様に、厳しい公差を要求することは、金型を極めて高い精度で機械加工する必要があることを意味し、より慎重なセットアップ、より遅い機械加工速度、およびより厳格な品質チェックが必要となり、これらすべてがコストを増加させます。
表面仕上げの要件
プラスチック部品の仕上げは、金型キャビティ内部の仕上げの直接的なコピーです。標準的な機械加工仕上げが最も安価なオプションです。
しかし、テクスチャード加工または高度に研磨された鏡面仕上げ(SPI-A1標準)が必要な場合、コストは劇的に上昇します。このレベルの仕上げは、高度なスキルを持つ技術者による何時間もの骨の折れる手作業の研磨によって達成されます。
ホットランナーシステム
金型には、溶融プラスチックがキャビティに入るための方法が必要です。基本的なコールドランナーシステムは、部品と一緒に固化し、廃棄物として排出される単純なチャネルです。
ホットランナーシステムは、プラスチックを部品まで溶融状態に保つ加熱されたマニホールドです。これにより廃棄物がなくなり、サイクルタイムを短縮できますが、これは事実上、金型内部に構築された複雑な機械であり、初期費用に数千ドルから数万ドルを追加します。
トレードオフの理解:コスト対生産目標
最も一般的な間違いは、初期投資を節約するために金型品質を妥協しようとすることです。このアプローチは、ほとんどの場合、後になってより高いコストと生産上の問題につながります。
「安価な」金型の神話
粗悪な「安価な」金型は負債です。早期の摩耗に苦しんだり、バリやヒケなどの欠陥のある部品を生産したり、メンテナンスのために頻繁にダウンタイムを必要としたりする可能性があります。生産時間の損失と欠陥部品のコストは、どんな初期の節約もすぐに上回ってしまいます。
試作金型と量産金型
少量生産(通常10,000個未満)の場合、より柔らかい鋼鉄または高品質のアルミニウム製の金型を使用できます。これらの材料は安価で機械加工が速く、初期費用を大幅に抑えることができます。ただし、これらはすぐに摩耗し、量産には適していません。
H13のような硬化工具鋼製の量産金型は、はるかに高価ですが、1,000,000サイクル以上持続するように設計されています。選択は完全にあなたの生産予測に依存します。
償却の力
量産金型の高い初期費用は、大量の部品に分散されると無視できるほどになります。50,000ドルの金型が100万個の部品を生産する場合、各部品のコストにわずか0.05ドルしか追加されません。これが射出成形の基本的な経済原則です:非常に低い部品単価のための高い初期投資。
プロジェクトに最適な選択をする
適切な金型戦略は、完全にあなたの生産目標に依存します。成功のためには、初期段階で適切に投資することが重要です。
- 迅速な試作または少量検証(10,000個未満)が主な焦点の場合: 初期投資を最小限に抑えながら設計を検証するために、より柔らかい鋼鉄またはアルミニウム製の金型を検討してください。
- 量産と最低部品単価(100,000個以上)が主な焦点の場合: 効率と寿命を最大化するために、ホットランナーシステムを備えた高品質の多段式硬化鋼金型に投資してください。
- 中量生産(10,000〜100,000個)のコストバランスが主な焦点の場合: P20工具鋼製の単一キャビティ金型は業界の主力であり、ほとんどの用途で信頼性が高く費用対効果の高いソリューションを提供します。
金型が一度きりの費用ではなく、長期的な製造資産であることを理解することが、製品の将来への健全な投資を行うための鍵となります。
要約表:
| コスト要因 | 金型価格への影響 |
|---|---|
| 工具鋼(P20、H13) | 高い;特殊で耐久性のある鋼は高価 |
| CNCおよびEDM加工 | 非常に高い;複雑な形状にはかなりの機械時間が必要 |
| 熟練労働(設計者、金型職人) | 高い;設計と仕上げの専門知識が不可欠 |
| 複雑な機能(スライダー、リフター) | コストを増加させる;設計と加工の複雑さを追加 |
| 表面仕上げ(研磨、テクスチャリング) | コストを増加させる;広範な手作業が必要 |
| ホットランナーシステム | 大幅な増加;複雑な内部機械を追加 |
| 部品公差 | より厳しい公差は、より精密で高価な加工を必要とする |
製造投資を最適化する準備はできていますか?
金型コストと仕様の把握は複雑です。KINTEKは、製造プロセスにおける研究、開発、品質管理に必要なラボ機器と消耗品の提供を専門としています。試作段階であろうと生産規模の拡大であろうと、適切なツールを持つことが成功には不可欠です。
お客様のラボを効率と精度で装備するお手伝いをさせてください。 今すぐ専門家にお問い合わせください。KINTEKのソリューションが、コンセプトから最終製品まで、お客様のプロジェクトをどのようにサポートできるかをご相談ください。
ビジュアルガイド