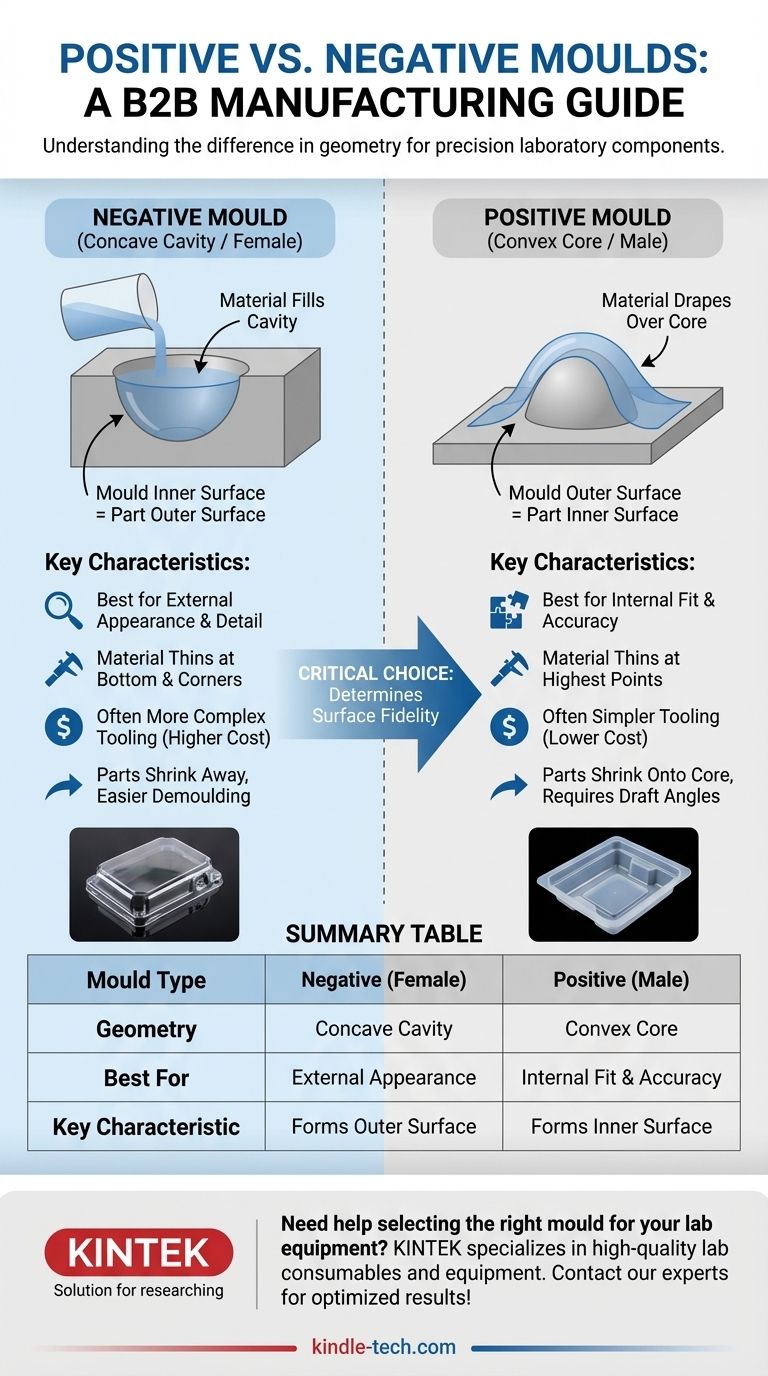
製造において、根本的な違いは金型のジオメトリにあります。ネガ型(メス型)は、ゼリー型にゼリーを流し込むように、材料を充填または成形するための凹状の空洞です。逆に、ポジ型(オス型)は、風船の上に張り子マスクを作るように、材料を被せて成形する凸状の形状です。どちらを選択するかによって、最終部品のどの表面が最も忠実度が高くなるかが決まります。
ポジ型を使用するかネガ型を使用するかという決定は、好みの問題ではなく、重要なエンジニアリング上の選択です。これは、コンポーネントの内側の表面と外側の表面のどちらが最も寸法精度が高く、最高の表面仕上げを持つかを直接決定します。
基本概念の理解
この選択がもたらす影響を理解するためには、まず各金型の種類とそれが原材料とどのように相互作用するかを明確に定義する必要があります。これらはしばしば「オス型」と「メス型」のツールと呼ばれます。
ネガ型(メス型):空洞
ネガ型は凹状の空洞を特徴とします。熱成形における加熱されたプラスチックシートなどの原材料は、この空洞に押し込まれます。
決定的な特徴は、金型の内面が部品の外面を形成することです。これは、金型に刻まれたディテール、テクスチャ、または文字が、完成品の外面に完全に複製されることを意味します。
ポジ型(オス型):コア
ポジ型は、ベースプレートから立ち上がる凸状の形状、つまり「コア」です。原材料はこの形状の上に引き伸ばされ、被せられます。
ここでは、その逆が当てはまります。つまり、金型の外面が部品の内面を形成します。したがって、重要な寸法と仕上げは最終コンポーネントの内部に転写されます。

製造における実際的な意味合い
幾何学的な違いは、特に熱成形、真空成形、複合材製造などのプロセスにおいて、最終部品に大きな影響を与えます。
ディテールが付与されるのはどの表面か?
これが最も重要な区別点です。金型と直接接触する材料の表面が、最高の品質の仕上げと寸法精度を得ます。
- ネガ型は、外観が最も重要視される場合に使用されます。製品筐体、自動車のボディパネル、または外観と質感が重要な小売包装などを考えてください。
- ポジ型は、内部の嵌合性が優先される場合に選択されます。これは、特定のアイテムを保持する必要がある包装トレイや、別のアセンブリの内部に正確に収まる必要がある内部ライナーで一般的です。
材料の伸びと薄化
プラスチックシートのような材料が形状を成形するために引き伸ばされると、薄くなります。最大引張(薄化)が発生する場所は、2つの金型タイプで異なります。
- ネガ型では、材料は深い角や空洞の底に引き込まれる際に最も伸びます。シートが金型に最後に触れる部分、通常は底面が最も薄くなります。
- ポジ型では、材料は金型の最も高い点や最も鋭い上端で最も薄くなります。これらは最初に接触し、伸びる領域だからです。
トレードオフの理解
金型の種類を選択することは、設計要件と製造上の制約のバランスを取ることを伴います。万能に「より良い」選択肢はなく、その作業に適した選択肢があるだけです。
金型コストと単純さ
多くの場合、凸状のポジ型を作成する方が、複雑な多部品の凹状空洞を機械加工するよりも単純であり、したがってコストが低くなります。これは特に単純な幾何学的形状の場合に当てはまります。
離型とアンダーカット(テーパー角)
完成した部品を金型から取り出す(離型する)ことは重要なステップです。部品はポジ型コアに収縮しやすく、適切なテーパー角(わずかな傾斜)がないと取り外しが困難になることがあります。逆に、部品はネガ型空洞から離れるように収縮するため、離型が容易になることがありますが、深く垂直な壁の空洞は依然として部品を閉じ込める可能性があります。
プロセス制御
金型の種類は、二次的なプロセスステップに影響を与える可能性があります。例えば、真空成形では、ネガ型を使用すると、部品の外面を形成する表面に真空穴を目立たないように配置できます。ポジ型では、これらの穴は部品の内面を形成するツール表面上に配置されます。
アプリケーションに最適な選択をする
あなたの決定は、コンポーネントの最終的な使用要件によって推進されるべきです。機能と美学にとって最も重要な表面はどれかを自問してください。
- 外部の見た目と仕上げが主な焦点である場合: ネガ型(メス型)を使用して、部品の外側に最高の忠実度を確保します。
- 内部の嵌合性と寸法精度が主な焦点である場合: ポジ型(オス型)を使用して、部品の内部を正確に定義します。
- 単純なプロトタイプを作成しており、金型コストを最小限に抑えたい場合: ポジ型は、基本的な形状の場合、より迅速で経済的な経路であることがよくあります。
結局のところ、選択はあなたの部品のどの表面が最も重要かによって決まります。
要約表:
| 金型の種類 | ジオメトリ | 最適な用途 | 主な特徴 |
|---|---|---|---|
| ネガ型(メス型) | 凹状空洞 | 外観 | 金型の表面が部品の外面を形成する |
| ポジ型(オス型) | 凸状コア | 内部の嵌合性と精度 | 金型の表面が部品の内面を形成する |
ラボ機器や消耗品に最適な金型を選択するのにサポートが必要ですか?
適切な金型タイプの選択は、ラボコンポーネントの性能と寿命にとって極めて重要です。KINTEKでは、高品質のラボ機器と消耗品を提供することに特化しており、製造プロセスで研究が必要とする正確な表面仕上げと寸法精度を持つ部品が得られることを保証します。
当社の専門家が選択プロセスを通じてお客様をガイドし、結果を最適化するお手伝いをします。 今すぐ当社のチームにご連絡 して、お客様固有のアプリケーションについてご相談いただき、KINTEKがラボの能力をどのように向上させられるかをご覧ください!
ビジュアルガイド