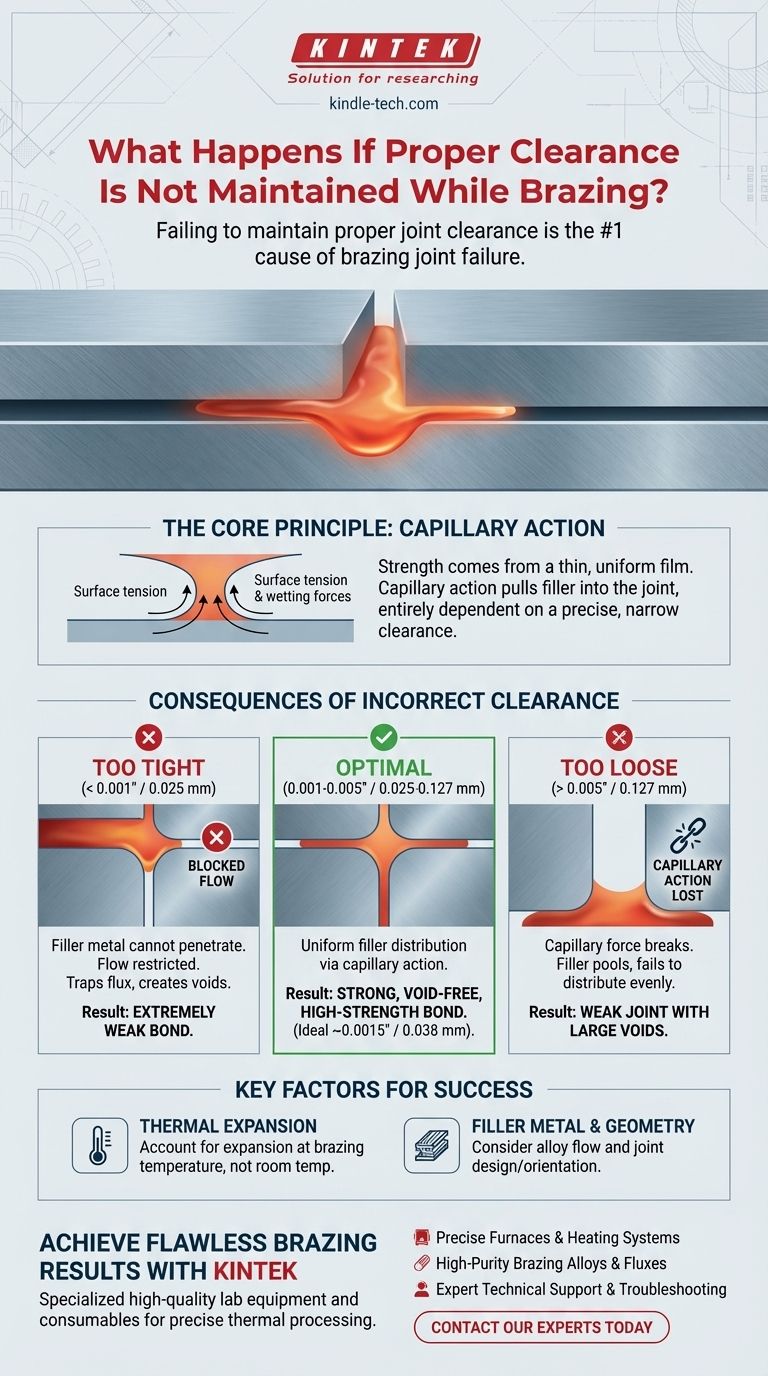
ろう付け中に適切な接合部クリアランスを維持しないことは、接合部が失敗する最も一般的な原因です。隙間が狭すぎるとフィラーメタルが接合部に流れ込まず、広すぎるとフィラーを分配するために必要な毛細管現象が失われ、不完全で決定的に弱い接合部になります。
ろう付けの基本原則は、接合部の強度が2つの母材表面間に薄く均一な膜を形成するフィラーメタルから生じるということです。これは、部品間に正確で狭いクリアランスを維持することに完全に依存する力である毛細管現象によってのみ可能です。
毛細管現象の重要な役割
クリアランスが最も重要である理由を理解するには、まずろう付けを機能させる力を理解する必要があります。
毛細管現象とは?
毛細管現象とは、液体が重力に逆らって非常に狭い空間に引き込まれる現象です。溶融したろう付けフィラーメタルはこの液体の挙動をします。
この力は、フィラーメタルの表面張力と、母材表面への引力(「ぬれ性」と呼ばれる特性)の組み合わせによって生じます。
クリアランスがこの力をどのように制御するか
毛細管現象は、非常に特定のクリアランス範囲でのみ効果的です。隙間は溶融合金が流れるのに十分な広さでなければなりませんが、毛細管力が接合部全体に引き込むのに十分強いほど狭くなければなりません。
適切なクリアランスにより、フィラーメタルが完全に均一に分散され、冷却時に空隙のない高強度の冶金結合が形成されます。

不適切なクリアランスの結果
最適なクリアランス範囲から逸脱すると、即座に予測可能な悪影響が生じます。
隙間が狭すぎる場合
クリアランスが狭すぎる場合(例:0.001インチまたは0.025 mm未満)、溶融したフィラーメタルは接合部に浸透できません。
流れが制限され、多くの場合、外縁で停止します。これにより、フラックスが接合部内に閉じ込められ、空隙や腐食の原因となる可能性があり、非常に弱い結合または存在しない結合につながります。
隙間が広すぎる場合
クリアランスが広すぎる場合(例:0.005インチまたは0.127 mm超)、毛細管現象の力が失われます。
フィラーメタルは均一に分散されず、重力に従うか、大きなプールに溜まる傾向があります。結果として生じる接合部には大きな空隙ができ、フィラーメタル自体のせん断強度に依存することになりますが、これは適切にろう付けされた接合部よりも著しく弱いです。
最適なクリアランスの決定
一般的な経験則はありますが、特定の用途の理想的な隙間にはいくつかの要因が影響します。
一般的な経験則
ほとんどの一般的なろう付け合金にとって、ろう付け温度での理想的な接合部クリアランスは0.001~0.005インチ(0.025~0.127 mm)の範囲です。
多くの経験豊富な技術者は、クリアランス0.0015インチ(0.038 mm)が幅広い用途で最大の接合強度をもたらすと考えています。
理想的な隙間を修正する要因
一般的な経験則は出発点です。材料と接合部の設計の特定の側面も考慮する必要があります。
異なるフィラーメタルは異なる流動特性を持っています。より流動性の高い合金はよりタイトなクリアランスを必要とする場合があり、より粘性の高い合金はわずかに広い隙間を必要とする場合があります。
重要なのは、熱膨張を考慮に入れる必要があるということです。クリアランスは室温ではなく、ろう付け温度で正しい必要があります。異種金属を接合する場合、加熱中にそれらの異なる膨張率によって隙間が閉じられたり、広がりすぎたりする可能性があります。
避けるべき一般的な落とし穴
理論を理解することが第一歩です。これらの一般的な間違いを避けることが次です。
フィラーメタルを強度と誤認する
よくある間違いは、より厚いフィラーメタルの層がより強い接合部を作ると考えることです。実際はその逆です。ろう付け接合部の強度は、フィラーと母材間の薄膜相互作用から生じます。広い隙間の過剰なフィラーメタルは、接続を積極的に弱めます。
熱膨張を忘れる
完璧な室温クリアランスで接合部を設計しても、それが800℃で消滅したり過剰になったりすれば無意味です。特に鋼と銅や鋼と超硬合金を接合する場合は、熱膨張の影響を常に計算してください。
部品の形状を無視する
接合部の向きと長さが重要です。非常に長いオーバーラップの場合、合金が凝固する前に全距離を浸透できるように、わずかに大きなクリアランスが必要になる場合があります。
目標に合わせた正しい選択をする
正しいクリアランスの達成は、慎重な設計と準備の機能です。
- 高量産が主な焦点の場合: 内蔵されたクリアランス(ショルダーやステップなど)を持つ自己治具部品を設計し、一貫性のためにプレフォームされたフィラーメタルリングを使用します。
- 異種金属の接合が主な焦点の場合: 差動熱膨張を計算して、理想的な*高温*クリアランスをもたらす正しい*低温*クリアランスを決定する必要があります。
- 一点物の修理やプロトタイプが主な焦点の場合: 加熱前にフェイラーゲージを使用してクリアランスを確認します。2つの部品間にきつい「すべり嵌め」を目指します。
結局のところ、接合部クリアランスの習得は、強力で信頼性が高く、再現性のあるろう付け接合部を作成するための最も重要な要素です。
要約表:
| クリアランスの問題 | 結果 | 結果として得られる接合部の品質 |
|---|---|---|
| 狭すぎる (< 0.001 インチ / 0.025 mm) | フィラーメタルが流れず、フラックスが閉じ込められる | 弱い結合または結合なし。空隙あり |
| 広すぎる (> 0.005 インチ / 0.127 mm) | 毛細管現象が失われ、フィラーが溜まる | 大きな空隙を伴う弱い接合部 |
| 最適 (0.001-0.005 インチ / 0.025-0.127 mm) | 毛細管現象によるフィラーの均一な分散 | 強力で空隙のない高強度接合部 |
KINTEKで完璧なろう付け結果を実現
一貫性のないろう付け接合部や予期せぬ失敗に悩まされていませんか?根本原因は不適切な接合部クリアランスであることがよくあります。KINTEKでは、正確な熱処理に必要な高品質の実験装置と消耗品の提供を専門としています。
お客様の研究所の成功が、信頼性が高く再現性のある結果にかかっていることを理解しています。高量産、異種金属の接合、複雑な研究開発プロジェクトに取り組んでいるかどうかにかかわらず、適切なツールと知識を持つことが不可欠です。
私たちがお手伝いします:
- 正確な温度制御のための適切な炉と加熱システムの選択。
- 特定の材料に最適化された高純度ろう付け合金とフラックスの調達。
- 接合部の設計とプロセスパラメータのトラブルシューティングのための専門的な技術サポートへのアクセス。
接合部クリアランスの問題があなたの作業を危険にさらすことを許さないでください。相談のために今すぐ専門家にご連絡いただき、ろう付けプロセスが強度と信頼性の基盤の上に構築されていることを確認してください。
ビジュアルガイド