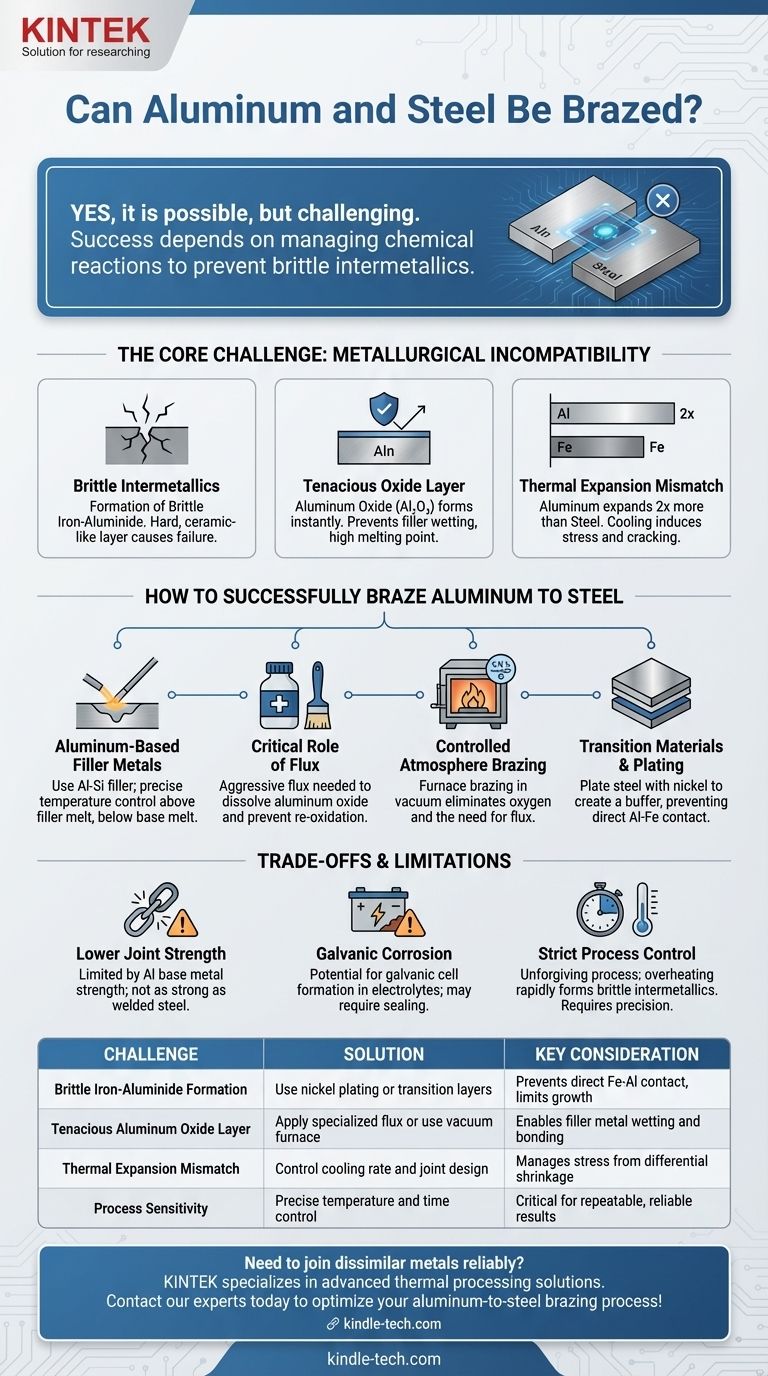
はい、アルミニウムと鋼をろう付けすることは可能ですが、根本的な冶金学的非互換性を克服するために特殊な技術を必要とする、困難なプロセスです。同種の金属をろう付けする場合とは異なり、単に熱を加えて標準的な溶加材を使用するだけではうまくいかず、ほぼ確実に接合不良につながります。
アルミニウムと鋼のろう付けにおける核心的な課題は、プロセス自体ではなく、接合部での化学反応を管理することです。成功は、脆い鉄-アルミニウム金属間化合物の形成を防ぐことに完全に依存しており、そのためには温度、時間、材料の正確な制御が必要です。
核心的な課題:冶金学的非互換性
この接合が難しい理由を理解するには、まず2つの母材の相反する特性を理解する必要があります。問題は、単に溶加材を溶かすこと以上のものです。
脆い金属間化合物の問題
アルミニウムと鉄(鋼の主要成分)が直接接触して加熱されると、鉄-アルミニウム金属間化合物が形成されます。これらの化合物は非常に硬く脆く、接合界面にセラミックの薄い層のように形成されます。
これらの脆い化合物を含む接合部は、機械的特性が非常に悪く、わずかな応力や振動でひび割れる可能性があります。アルミニウムと鋼のろう付けプロセスを成功させるための全体的な目標は、この層の成長を制限または防止することです。
強固な酸化層
アルミニウムは、空気に触れるとすぐに強固で透明な酸化アルミニウム(Al₂O₃)の層を形成します。この酸化物は非常に高い融点(約2072°Cまたは3762°F)を持ち、アルミニウム自体の融点よりもはるかに高いです。
ろう付け溶加材がアルミニウム表面に「濡れて」接合する前に、この酸化層を強力なフラックスを使用して化学的に除去するか、真空炉で形成されないように物理的に防ぐ必要があります。
熱膨張の不一致
アルミニウムは、温度変化に伴い、鋼の約2倍の速度で膨張・収縮します。ろう付け後の冷却段階では、アルミニウムは鋼よりもはるかに大きく収縮しようとします。
この異なる収縮は、接合部に大きな応力を誘発し、特に脆い金属間化合物層が存在する場合、歪み、公差の喪失、さらには即座のひび割れを引き起こす可能性があります。
アルミニウムと鋼をうまくろう付けする方法
これらの課題を克服するには、各問題を直接解決する慎重に管理されたプロセスが必要です。エラーの余地はほとんどありません。
アルミニウム系溶加材の使用
最も一般的な方法は、アルミニウム-シリコン(Al-Si)溶加材を使用することです。これらの合金のろう付け温度は、溶加材の融点より高く、かつアルミニウム母材の融点より安全に低いように慎重に選択されます。
フラックスの重要な役割
トーチまたは誘導ろう付けの場合、非常に活性なフラックスは不可欠です。これは銅や鋼に使用されるフラックスとは異なります。粘り強い酸化アルミニウム層を積極的に溶解し、加熱サイクル中に接合部が再酸化するのを防ぐように特別に配合されている必要があります。
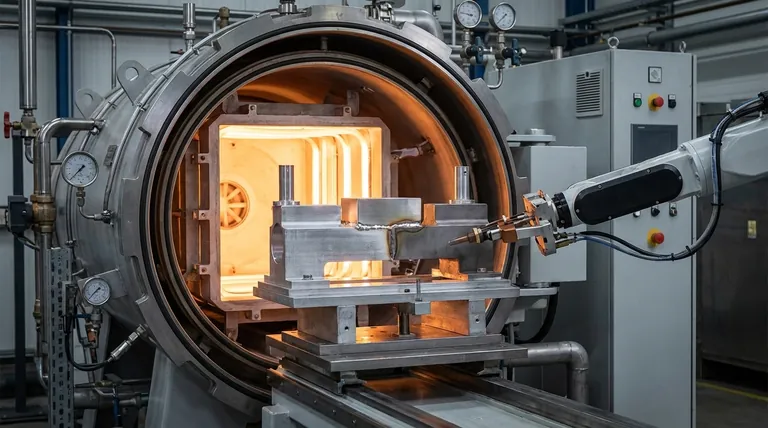
雰囲気制御ろう付け
大量生産の場合、制御された雰囲気での炉内ろう付けが推奨される方法です。これは多くの場合、真空中で行われ、酸素を除去して酸化物の形成を最初から防ぎ、腐食性フラックスの必要性を排除します。
遷移材料とめっき
非常に効果的な工業技術として、2つの金属の間に緩衝材を作成する方法があります。鋼部品は、ニッケルなどの適合する材料で「肉盛り」またはめっきすることができます。その後、アルミニウムはこの中間層にろう付けされ、鉄とアルミニウムの直接接触を防ぎ、脆い金属間化合物の形成を阻止します。
トレードオフと限界の理解
完璧に実行されたとしても、ろう付けされたアルミニウムと鋼の接合部には、用途で考慮しなければならない固有の妥協点があります。
低い接合強度
結果として得られる接合部は、アルミニウム母材と溶加材の強度によって制限されます。溶接された鋼製アセンブリのような強度はありません。設計では、これらの低い強度特性を考慮する必要があります。
ガルバニック腐食の可能性
アルミニウムと鋼のような異種金属を接合すると、ガルバニック電池が形成されます。電解質(湿気など)が存在する場合、より活性な金属(アルミニウム)が優先的に腐食します。完成した接合部は、長期的な環境劣化を防ぐためにシーリングまたはコーティングが必要になる場合があります。
厳格なプロセス制御
これは寛容なプロセスではありません。接合部を数秒間でも過熱すると、脆い金属間化合物層の成長が劇的に加速され、接合部の完全性が損なわれる可能性があります。再現性のある成功のためには、正確な温度と時間の制御が不可欠です。
用途に合った適切な選択
正しい方法の選択は、プロジェクトの目標、量、および必要な信頼性に完全に依存します。
- プロトタイピングまたは一点物の組み立てが主な焦点の場合:特殊なフラックス入りアルミニウムろう付け棒の使用は可能ですが、温度制御を習得するにはかなりの練習が必要です。
- 大量生産と信頼性が主な焦点の場合:鋼部品のめっきを伴う制御された炉内ろう付けプロセスが、商業的に唯一実行可能な方法です。
- 最大の強度と耐久性が主な焦点の場合:ろう付けが適切な方法であるかどうかを再評価してください。機械的締結具や特殊な構造用接着剤の方がより堅牢な代替手段となる可能性があります。
アルミニウムと鋼をろう付けでうまく接合するには、単純な接合作業としてではなく、精密な冶金学的プロセスとして扱う必要があります。
要約表:
| 課題 | 解決策 | 主な考慮事項 |
|---|---|---|
| 脆い鉄-アルミニウム化合物の形成 | ニッケルめっきまたは遷移層を使用する | Fe-Alの直接接触を防ぎ、金属間化合物の成長を制限する |
| 強固な酸化アルミニウム層 | 特殊なフラックスを塗布するか、真空炉を使用する | 溶加材の濡れ性と接合を可能にする |
| 熱膨張の不一致 | 冷却速度と接合設計を制御する | 異なる収縮による応力を管理する |
| プロセスの感度 | 正確な温度と時間の制御 | 再現性のある信頼性の高い結果に不可欠 |
異種金属を確実に接合する必要がありますか? KINTEKでは、困難な材料の組み合わせに対する高度な熱処理ソリューションを専門としています。制御雰囲気ろう付けと特殊なラボ機器に関する当社の専門知識は、R&Dまたは生産ニーズのために、強力で耐久性のあるアルミニウムと鋼の接合を実現するのに役立ちます。お客様の用途についてご相談ください — 今すぐ当社の専門家にお問い合わせいただき、ろう付けプロセスを最適化しましょう!
ビジュアルガイド