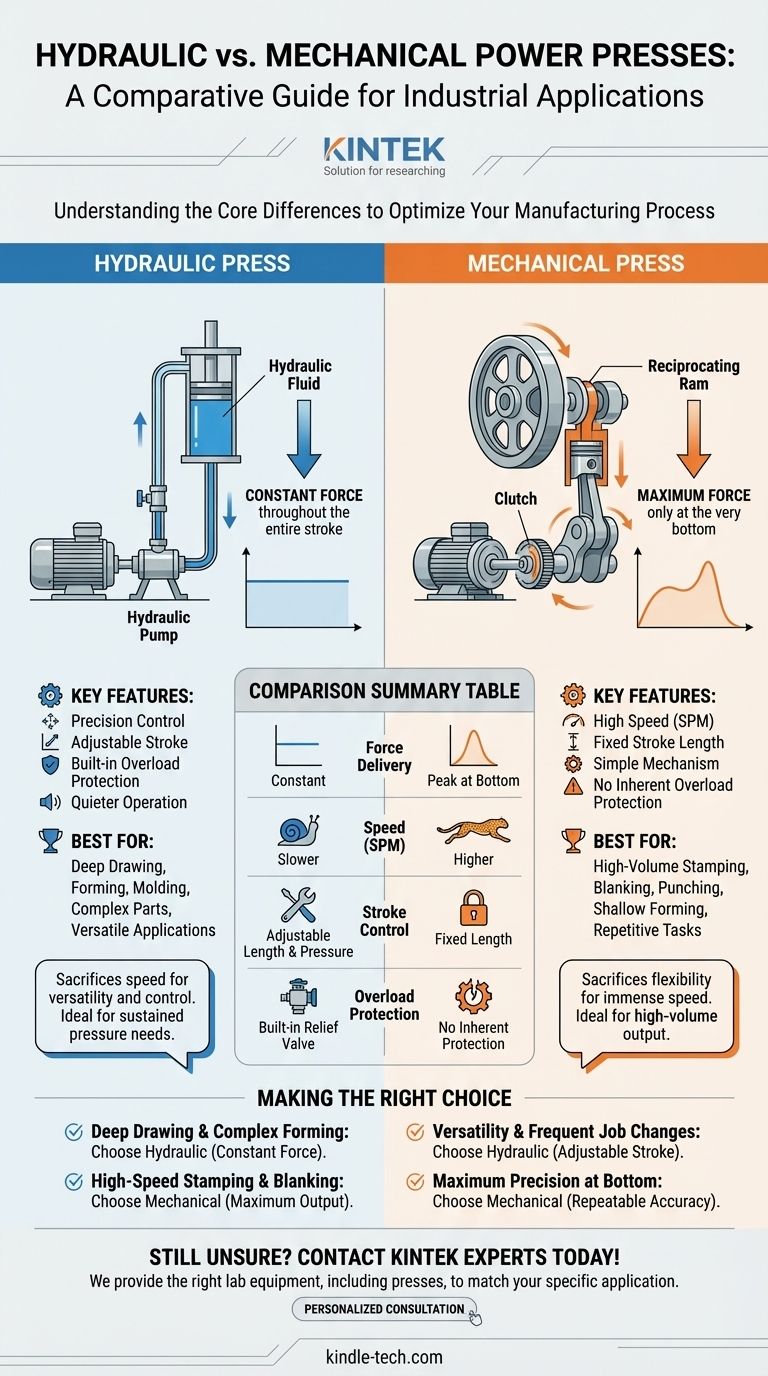
基本的に、油圧プレスと機械式パワープレスの違いは、力の発生と伝達方法にあります。油圧プレスは加圧された流体を使用してピストンを動かし、ストローク全体で一定の力を供給します。対照的に、機械式プレスはモーター駆動のフライホイールとクランクシャフトを使用してラムを動かし、固定ストロークの最下部でのみ最大力を発生させます。
選択は、どちらのプレスが普遍的に優れているかではなく、どのツールの力の加え方が特定の産業用途と一致するかということです。油圧プレスは制御と一定の力を提供し、機械式プレスは大量の反復作業に対して速度と精度を提供します。
根本的な違い:力の発生方法
適切な機械を選択するには、まずそれらを分ける核となる原理を理解する必要があります。その名前がその仕組みを示しています。
油圧プレス:流体圧力による一定の力
油圧プレスはパスカルの原理に基づいて動作します。電動モーターがポンプを駆動し、作動油(通常はオイル)に圧力をかけます。
この加圧された流体はシリンダーに送り込まれ、ピストンを非常に大きな力で押し下げます。重要な特徴は、ストロークのどの点(上部から下部まで)でも定格トン数が利用可能であることです。
このシステムは、圧力とストローク長に対する優れた制御を提供し、可動部品が少ないため、かなり静かになる傾向があります。
機械式プレス:運動による可変の力
機械式プレスは、モーターから巨大な回転するフライホイールにエネルギーを蓄積します。作動すると、クラッチがフライホイールとクランクシャフトを接続します。
このクランクシャフトは、フライホイールの回転運動を、自動車エンジンのピストンのように、ラムの垂直な往復運動に変換します。
この機構のため、プレスはストロークの最下部でのみ最大定格力に達します。ラムの移動全体を通して力は可変です。

主な操作上の違い
力の発生における根本的な違いは、各タイプのプレスに特有の操作上の利点と欠点をもたらします。
力の制御とストローク制御
油圧プレスは、可変ストローク長と正確な圧力制御を提供します。ラムが特定の圧力に達したとき、または特定の位置に到達したときにすぐに戻るように調整できるため、非常に多用途です。
機械式プレスには、クランクシャフトの偏心によって決定される固定ストローク長があります。調整はより制限されており、要件が異なるジョブに対する柔軟性が低くなります。
速度と生産速度
機械式プレスは速度のために作られています。その単純な周期的な動きにより、1分あたりのストローク数(SPM)が大幅に多くなり、大量のスタンピング、ブランキング、コイニング作業の標準となっています。
油圧プレスは一般的に低速です。最新の油圧機器は速度が向上していますが、単純な反復作業における機械式プレスの生の出力速度には通常及びません。
多用途性と用途
油圧プレスの完全で一定の力は、深絞り、成形、モールドを必要とする産業の基盤となります。鍛造、曲げ、板材の絞りなどの用途は、持続的な圧力の恩恵を受けます。
機械式プレスの高速性とストローク最下部での反復精度は、大量生産環境におけるブランキング、パンチング、浅い成形に最適です。
トレードオフの理解
どちらのプレスも、すべての問題に対する完璧な解決策ではありません。選択には、運用ニーズに最も適した一連の妥協を受け入れることが含まれます。
油圧プレスでの妥協:汎用性のための速度
油圧プレスは非常に多用途で制御可能ですが、速度を犠牲にします。また、ポンプが圧力を維持するために連続的に作動するため、短いストロークではエネルギー効率がわずかに低くなります。
機械式プレスでの妥協:速度のための柔軟性
機械式プレスで莫大な速度が得られますが、柔軟性を失います。固定ストロークと可変の力曲線は、持続的な圧力や異なる深さの要件を必要とするジョブには適していません。
過負荷保護
これは重要な違いです。油圧プレスには、圧力リリーフバルブに内蔵された安全機構があります。力が設定されたトン数を超えると、バルブが開き、プレスや工具の損傷を防ぎます。
機械式プレスには固有の過負荷保護がありません。過負荷になると、フレームやクランクシャフトの壊滅的で高価な故障につながる可能性のある何かが破損します。
用途に合った正しい選択をする
最終的な決定は、製造プロセスの主な要求によって導かれるべきです。
- 深絞りまたは複雑な部品の成形が主な焦点である場合: ストローク全体で一定の力を供給するため、油圧プレスが正しい選択です。
- 高速スタンピング、ブランキング、またはコイニングが主な焦点である場合: 機械式プレスは、最大の出力を得るために必要な速度と再現性を提供します。
- 多用途性と頻繁なジョブ変更が主な焦点である場合: 油圧プレスの調整可能なストロークと圧力は、比類のない柔軟性を提供します。
- ストローク最下部での最大の精度が主な焦点である場合: コイニングなど、下死点精度が重要なタスクでは、機械式プレスが優れた再現性を提供します。
機械の基本的な動作原理を生産目標に合わせることで、その作業に最も効果的で効率的なツールを選択したことになります。
概要表:
| 特徴 | 油圧プレス | 機械式プレス |
|---|---|---|
| 力の伝達 | ストローク全体で一定の力 | ストローク最下部でのみ最大力 |
| 速度 (SPM) | 低速 | 1分あたりのストローク数が多い |
| ストローク制御 | 調整可能なストローク長と圧力 | 固定ストローク長 |
| 最適用途 | 深絞り、成形、モールド | 大量スタンピング、ブランキング、パンチング |
| 過負荷保護 | 内蔵圧力リリーフバルブ | 固有の保護なし |
ラボまたは生産ラインに最適なプレスがまだわからない場合: KINTEKの専門家がお手伝いします。私たちは、油圧プレスの汎用性が必要な場合でも、機械式プレスの高速精度が必要な場合でも、特定の用途に合ったプレスを含む適切なラボ機器を提供することを専門としています。
今すぐ当社のチームに連絡して、個別相談を行い、最適な機器ソリューションで製造プロセスを最適化するお手伝いをさせてください。
ビジュアルガイド
関連製品
- 単発式電気錠剤プレス機 実験用粉末打錠機 TDP打錠機
- 単打式電動錠剤圧縮機 TDP 錠剤打錠機
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- 全固体電池研究用温間等方圧加圧装置(WIP)

















