ろう付けとは、ろう材がその融点以上に加熱され、毛細管現象によって2つ以上の密着した部品間に分配される金属接合プロセスです。ろう材は母材よりも低い融点を持つため、溶けて隙間に流れ込み、冷却時に強力で永続的な冶金学的結合を形成します。
ろう付け作業の成功は、その最も重要な2つのパラメータである保持温度と時間の正確な制御とバランスにかかっています。特定の材料に対して正しい組み合わせを達成することが、健全な接合部を作成するための基本的な原則です。
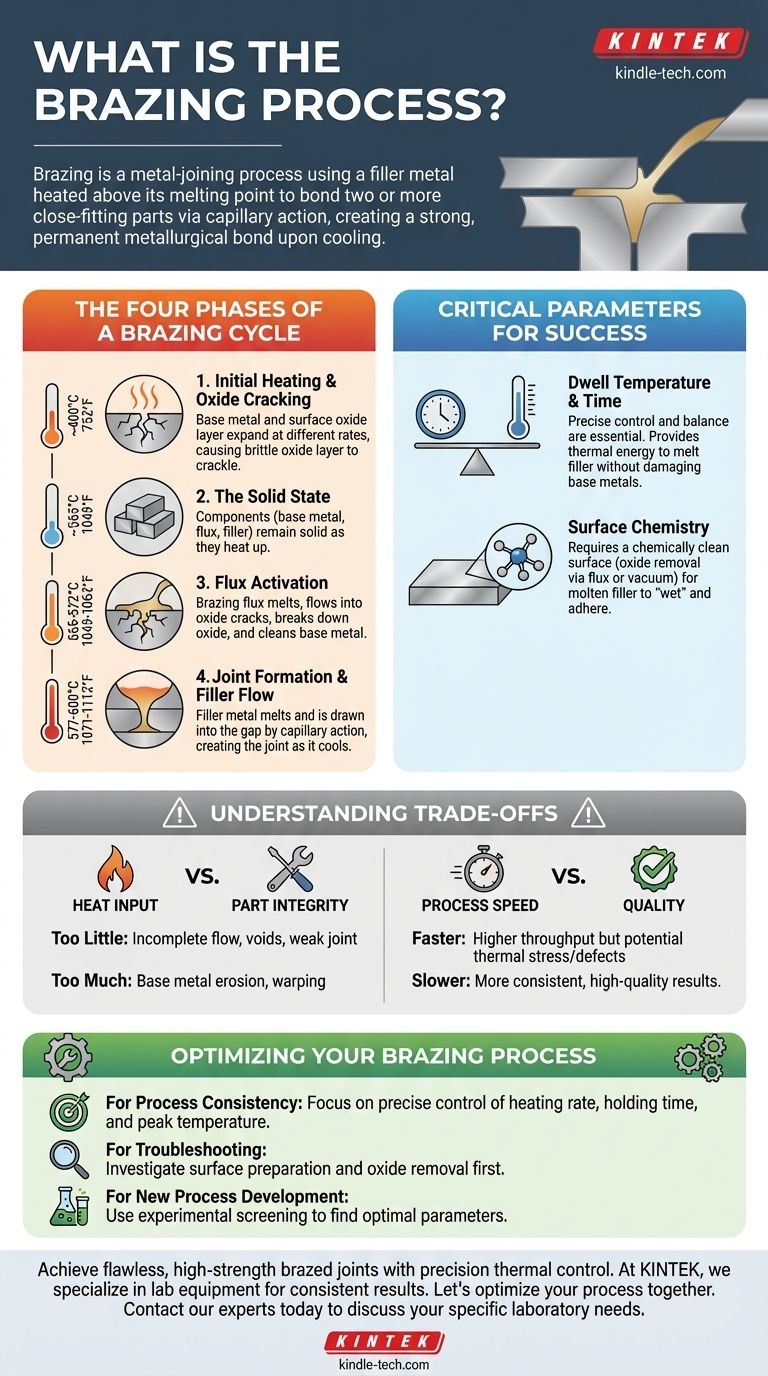
ろう付けサイクルの4つのフェーズ
アルミニウムのような多くの一般的な材料の場合、ろう付けプロセスは明確な4段階の熱サイクルに従います。各フェーズを理解することが、結果を制御するための鍵となります。
フェーズ1:初期加熱と酸化膜のひび割れ
アセンブリが加熱されると、膨張し始めます。約400°C (752°F)で、母材とその表面酸化膜は異なる速度で膨張し、脆い酸化膜にひび割れが生じます。
フェーズ2:固相状態
約565°C (1049°F)未満では、アセンブリのすべてのコンポーネント(母材、フラックス、ろう材)は固体のままです。部品は単に熱くなっているだけです。
フェーズ3:フラックス活性化
565-572°C (1049-1062°F)の間で、ろう付けフラックスが溶融します。この液状フラックスは化学的に活性であり、酸化膜のひび割れに流れ込み、それを分解して下にある母材を洗浄し、接合の準備をします。
フェーズ4:ろう材の流れと接合部の形成
温度が577-600°C (1071-1112°F)に達すると、ろう材が溶融します。表面がフラックスによって洗浄されているため、溶融したろう材は毛細管現象によって部品間の隙間に引き込まれ、冷却中に凝固してろう付け接合部を形成します。

成功のための重要なパラメータ
熱サイクルが枠組みを提供する一方で、高品質な接合部を確保するためにはいくつかの変数を管理する必要があります。
核となる関係:時間と温度
これら2つのパラメータは密接に関連しています。あるプロセスでは、577°Cで5分以上の保持時間が必要な場合もあれば、585°Cのようなより高い温度で1〜8分の短いサイクルが必要な場合もあります。目標は、母材を損傷することなく、ろう材を完全に溶融させるのに十分な熱エネルギーを供給することです。
表面化学の重要性
化学的に清浄な表面がなければ、ろう付けの成功は不可能です。このプロセスは、表面の酸化膜を除去すること(多くの場合、化学フラックスを使用するか、真空雰囲気を使用する)に依存しており、それによって溶融したろう材が母材を「濡らし」、接着することができます。
材料と設計の考慮事項
特定の金属合金の種類、部品の形状とサイズ、および最終接合部に要求される品質はすべて、理想的なプロセスパラメータに影響を与えます。大きくて厚い部品は、小さくて薄い部品とは異なる加熱速度と保持時間を必要とします。
トレードオフの理解
ろう付けプロセスを最適化するには、欠陥を最小限に抑え、強度を最大化するために、競合する要因のバランスを取る必要があります。
熱入力 vs. 部品の一体性
主なトレードオフは、十分な熱を適切な時間加えることと、母材に損傷を与えることの間にあります。
熱や時間が少なすぎると、ろう材の流れが不完全になり、空隙が生じて接合部が弱くなります。
熱や時間が多すぎると、母材の浸食や反りが発生する可能性があります。ただし、場合によっては、許容される最高温度での保持時間を長くすることで、ろう材の流れが改善され、最終的にスクラップの量を減らすことができます。
プロセス速度 vs. 品質
より速い加熱速度と短いサイクル時間はスループットを向上させますが、慎重に制御しないと熱応力や不完全な接合部形成を引き起こす可能性もあります。より遅く、より制御されたサイクルは、より一貫した高品質の結果をもたらすことがよくあります。
ろう付けプロセスの最適化
非常に多くの要因が絡み合うため、あるアプリケーションにとって理想的なパラメータが別のアプリケーションに完全に適合するわけではありません。最善のアプローチは、ベースラインを確立し、慎重なテストを通じてそれを洗練することです。
- プロセスの安定性を最優先する場合:加熱速度、保持時間、ピーク温度を非常に狭い範囲で正確に制御することに集中してください。
- 失敗した接合部のトラブルシューティングを行う場合:常に表面処理から調査してください。不適切な洗浄と酸化膜除去が失敗の最も一般的な原因です。
- 新しいプロセスを開発する場合:実験的なスクリーニングを使用して、特定の合金、部品形状、炉の能力に最適なパラメータの組み合わせを決定してください。
最終的に、ろう付けプロセスを習得することは、これらの基本的な原則を理解し、制御して、強力で信頼性が高く、再現性のある接合部を作成することにあります。
要約表:
| ろう付けフェーズ | 主要な温度範囲 | 主な作用 |
|---|---|---|
| フェーズ1:初期加熱 | 約400°C (752°F) | 母材が膨張し、酸化膜にひび割れが生じる。 |
| フェーズ2:固相状態 | 約565°C (1049°F)未満 | コンポーネントは加熱されるが、固体のまま。 |
| フェーズ3:フラックス活性化 | 565-572°C (1049-1062°F) | フラックスが溶融し、母材表面を洗浄する。 |
| フェーズ4:接合部形成 | 577-600°C (1071-1112°F) | ろう材が溶融し、毛細管現象により流れて接合部を形成する。 |
精密な温度制御で、完璧で高強度のろう付け接合部を実現しましょう。
ろう付け作業の成功は、保持温度と時間の正確なバランスにかかっています。KINTEKでは、一貫した高品質の結果を求める研究室が信頼する実験装置と消耗品を専門としています。新しいプロセスを開発している場合でも、接合部の故障をトラブルシューティングしている場合でも、当社の専門知識は、最大の強度と最小限のスクラップのためにパラメータを最適化するのに役立ちます。
ろう付けプロセスを一緒に最適化しましょう。今すぐ専門家にお問い合わせください。お客様の特定の研究室のニーズについてご相談ください。
ビジュアルガイド