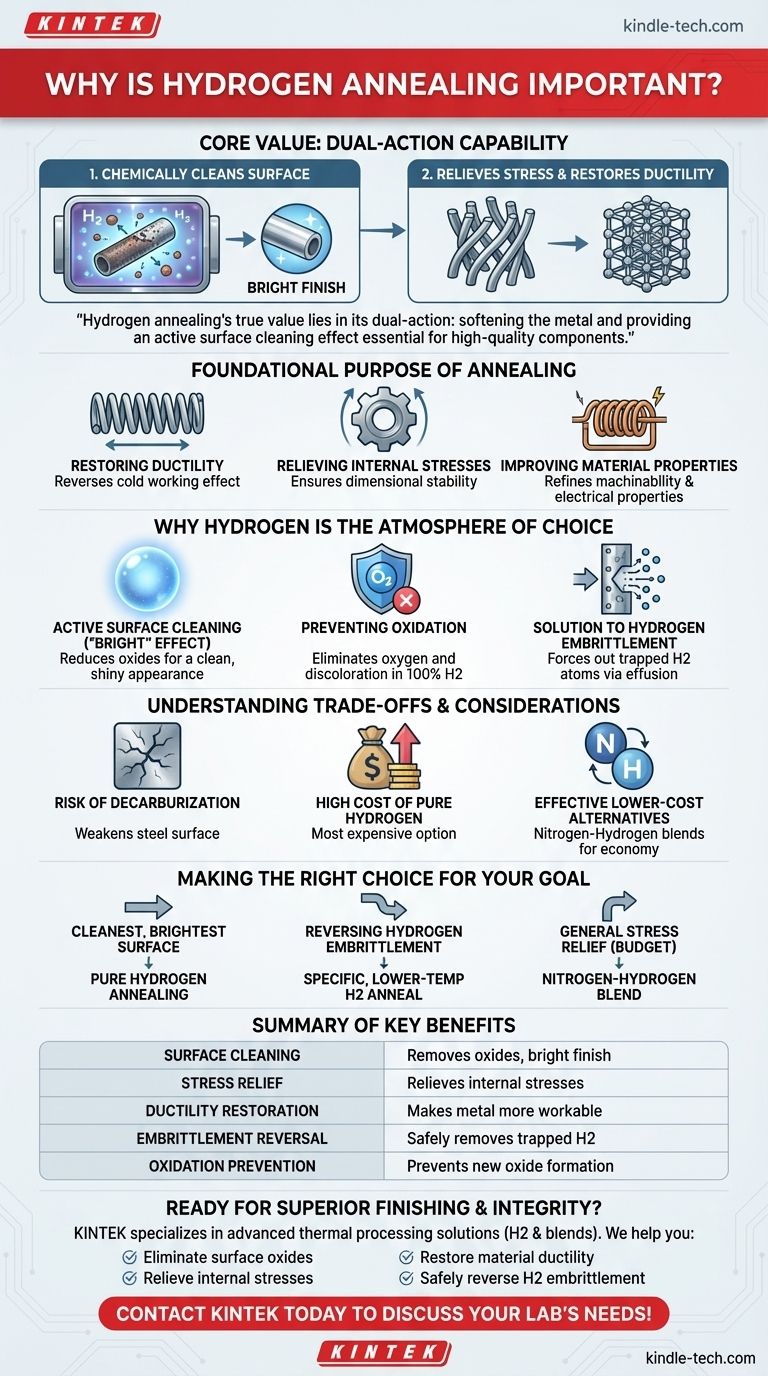
水素アニーリングが重要なのは、その核心において、純粋な水素雰囲気を利用して2つの重要な目標を達成する、非常に効果的な熱処理だからです。それは、酸化物を除去することで金属表面を化学的に清浄にし、新たな酸化の発生を防ぐことです。これにより、「光沢のある」クリーンな仕上がりが得られると同時に、内部応力が緩和され、さらなる加工のために材料の延性が回復します。
水素アニーリングの真の価値は、その二重の作用能力にあります。金属を軟化させ、加工しやすくする(すべてのアニーリングの目標)だけでなく、特に溶接、コーティング、または冷間加工などのプロセスの後、高品質の部品に不可欠な積極的な表面洗浄効果も提供します。

アニーリングの基本的な目的
水素の要素に焦点を当てる前に、すべてのアニーリングプロセスが何を達成するように設計されているかを理解することが重要です。これは、材料の特性を改良するために使用される冶金学における基本的なステップです。
延性の回復
金属が曲げられたり、伸ばされたり、圧縮されたりする(冷間加工と呼ばれるプロセス)と、硬くなりますが、脆性も増します。アニーリングはこの効果を逆転させ、材料の延性(破壊せずに変形できる能力)を回復させ、亀裂のリスクなしにさらなる加工を可能にします。
内部応力の緩和
研削、機械加工、溶接などのプロセスは、材料内に大きな機械的応力を誘発します。これらの応力を未処理のままにすると、その後の高温処理中や最終的な用途で部品が歪んだり反ったりする原因となる可能性があります。アニーリングはこれらの内部応力を解放し、寸法安定性を保証します。
材料特性の向上
応力や延性以外にも、アニーリングは他の特性を改良するために使用できます。材料の被削性を向上させ、切削しやすくしたり、特定の用途では材料の電気的特性を高めるために使用されたりします。
なぜ水素が選ばれる雰囲気なのか
制御された雰囲気を使用することが、標準的なアニーリングを格上げする点です。水素は、材料を空気から保護するだけにとどまらない、ユニークで強力な化学的特性のために選ばれます。
積極的な表面洗浄(「光沢」効果)
水素は非常に強力な還元性ガスです。これは、金属表面にすでに存在する酸化物と積極的に反応し、それらを除去することを意味します。この「表面洗浄」こそが、スケールがなくクリーンで光沢のある外観を生み出し、このプロセスに光輝焼鈍(ブライトアニーリング)という名前をもたらしました。
酸化と変色の防止
酸素の存在下で金属を加熱すると酸化が発生し、変色や表面スケールが生じます。100%水素雰囲気中で熱処理を行うことで、酸素が排除され、新たな酸化物の形成が完全に防止されます。
水素脆化に対する驚くべき解決策
逆説的ですが、閉じ込められた水素原子が水素脆化(金属が脆くなる状態)の原因である一方で、水素アニーリングもその解決策となります。材料を比較的低温(200~300°C)で数時間加熱することにより、閉じ込められた水素は拡散によって強制的に排出されます。これは、材料内に水素が侵入することが知られている溶接後やめっき直後の重要なステップです。
トレードオフと考慮事項の理解
水素アニーリングは強力ですが、成功裏に応用するためには管理しなければならない特定の課題を伴う専門的なプロセスです。
鋼材における脱炭の危険性
水素は鋼材の炭素と反応する可能性があり、これは脱炭として知られるプロセスです。これは鋼の表面を弱める可能性があるため、材料の完全性を損なわないように注意深いプロセス制御と予防措置が必要です。
高純度水素の高いコスト
100%水素雰囲気は、制御雰囲気アニーリングにおいて最も費用のかかる選択肢です。このコストは、それが提供する優れた表面仕上げと洗浄特性の必要性によって正当化されなければなりません。
効果的な低コストの代替手段
絶対的に最も光沢のある仕上がりが要求されない用途では、窒素-水素混合ガスが効果的でより経済的な代替手段を提供します。これらの混合ガスは依然として酸化に対する優れた保護を提供し、より低い運用コストで純粋な水素の多くの利点をもたらすことができます。
目標に応じた適切な選択
正しいアニーリングプロセスを選択することは、材料の状態と最終部品の望ましい結果に完全に依存します。
- 最もクリーンで最も明るい表面の実現が主な焦点である場合: 純粋な水素アニーリングは、その積極的な酸化物還元特性により、優れた選択肢です。
- 溶接後またはめっき後の水素脆化の逆転が主な焦点である場合: 特定の低温水素アニーリングが、閉じ込められた水素原子を除去するための規定された方法です。
- 一般的な応力緩和が主な焦点であり、予算に制約がある場合: 窒素-水素混合ガスは、十分な酸化防止を提供し、より費用対効果の高いソリューションとなることがよくあります。
結局のところ、適切な雰囲気処理を選択することは、最終コンポーネントの美的品質と構造的完全性の両方を確保するための重要な決定となります。
要約表:
| 主な利点 | 水素アニーリングが役立つ方法 |
|---|---|
| 表面洗浄 | 既存の酸化物を除去し、光沢がありスケールがない仕上がりを実現します。 |
| 応力緩和 | 溶接や冷間加工による内部応力を緩和します。 |
| 延性の回復 | 金属の加工性を高め、さらなる加工を可能にします。 |
| 水素脆化の逆転 | 溶接後やめっき後の閉じ込められた水素原子を安全に除去します。 |
| 酸化の防止 | 純粋な水素雰囲気により、加熱中の新たな酸化物の形成を防ぎます。 |
優れた金属仕上げとコンポーネントの完全性を実現する準備はできていますか?
KINTEKでは、水素アニーリング炉や制御雰囲気システムを含む高度な熱処理ソリューションを専門としています。純粋な水素アニーリングの光沢のある酸化物のない仕上がりが必要な場合でも、窒素-水素混合ガスの費用対効果の高い性能が必要な場合でも、当社のラボ機器は、お客様の研究所や生産施設の正確な要求を満たすように設計されています。
当社がお手伝いすること:
- 表面酸化物の除去と変色の防止。
- 寸法安定性のための内部応力の緩和。
- さらなる加工のための材料延性の回復。
- 重要部品における水素脆化の安全な逆転。
当社の専門家が、お客様の目標に最適なアニーリングプロセスを選択するお手伝いをいたします。KINTEKに今すぐお問い合わせ、お客様のラボのニーズについてご相談ください!
ビジュアルガイド
関連製品
- 制御窒素不活性水素雰囲気炉
- セラミックファイバーライニング付き真空熱処理炉
- 高成功率で水素含有量を迅速に測定するための水素含有量測定プローブ
- 多様な研究用途に対応するカスタマイズ可能なPEM電解セル
- FS 電気化学 水素燃料電池 多様な用途に対応




