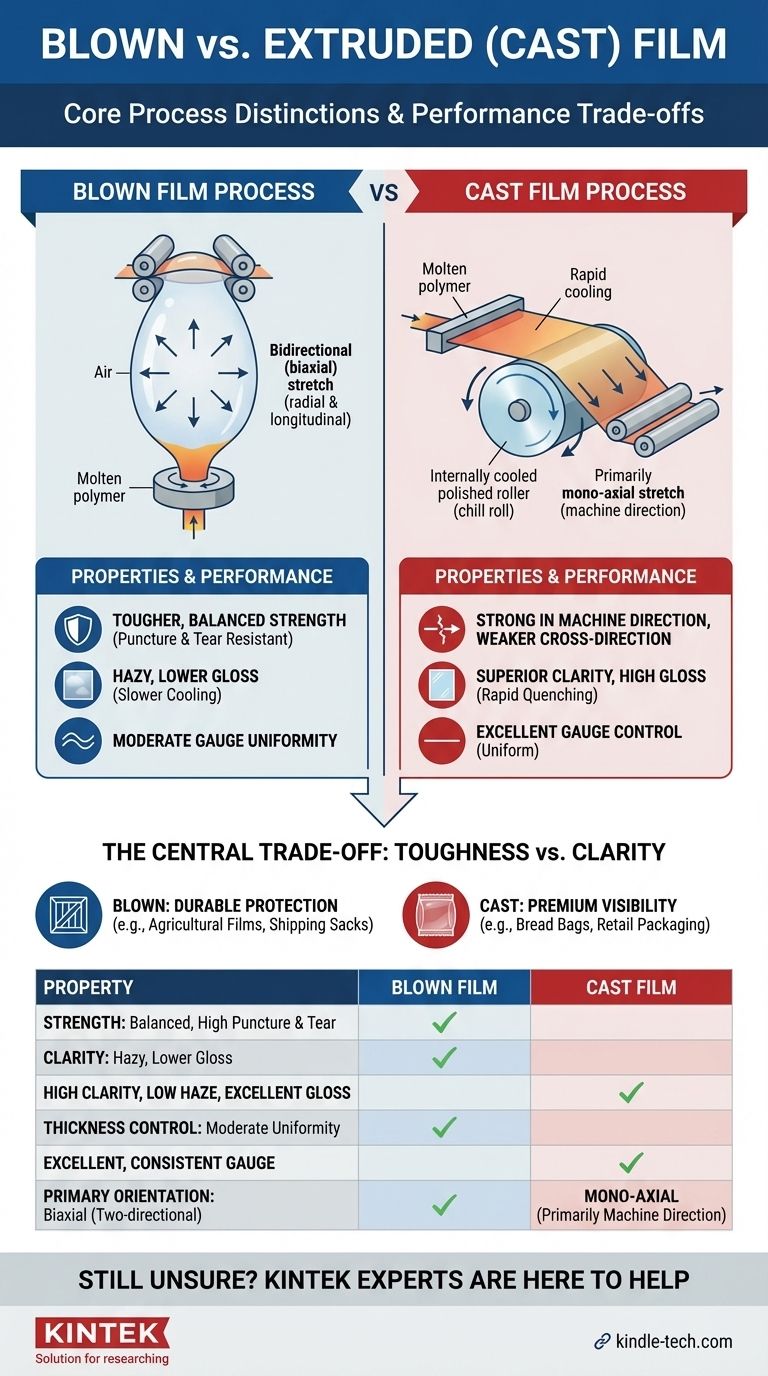
基本的に、ブローフィルムと押出フィルムの違いは、プラスチックが溶けた直後の製造工程にあります。どちらも押出成形から始まりますが、ブローフィルムは垂直方向に気球のように膨らませて2方向に延伸するのに対し、キャスト押出フィルムは平らな冷却ロールですぐに冷却され、主に1方向に延伸されます。この製造工程の根本的な違いが、明確で予測可能な特性を持つフィルムを生み出します。
中心となるトレードオフは単純です。ブローフィルムは、光学的な透明性を犠牲にして、優れた靭性とバランスの取れた強度を提供しますが、キャストフィルムは、バランスの取れた機械的強度を犠牲にして、卓越した透明性と均一性を提供します。
中心的な工程の違い:気泡 対 ロール
フィルムの性能がこれほど異なる理由を理解するには、まずその製造方法を視覚化する必要があります。工程の選択が、フィルムの分子構造と結果的な特性を直接設計します。
ブローフィルムの製造方法
ブローフィルム工程では、溶融ポリマーが円形のダイを通して押し出され、材料の厚いチューブが形成されます。直ちに、このチューブの中心に空気が吹き込まれ、大きな連続した気泡のように膨張させます。
この膨張により、フィルムは半径方向(周方向)と長手方向(機械方向)の2方向に同時に延伸されます。この二軸延伸配向により、ポリマー分子が2方向に整列し、これがフィルムのバランスの取れた強度の源となります。
その後、気泡は周囲の空気で冷却され、ローラー間で折りたたまれ、ロールに巻き取られます。
キャストフィルムの製造方法
キャストフィルム工程(キャスト押出とも呼ばれる)では、円形のダイではなく、平らな押出ダイを使用します。溶融ポリマーは、チルドロールとして知られる、大きく研磨された内部冷却されたロールの上に、薄くて幅の広いシートとして直接出てきます。
この急速な冷却(「急冷」)により、ポリマー分子がよりランダムな状態で凍結され、これがフィルムの高い透明性の鍵となります。フィルムは、一連のロールを通して引き出される際に、主に機械方向に延伸され、一軸延伸配向が得られます。

最終製品の比較:特性と性能
製造方法の違いは、完成品の測定可能な違いに直接反映されます。アプリケーションの要件によって、どちらの特性セットがより価値があるかが決まります。
強度と耐久性
ブローフィルムはより丈夫な材料です。二軸延伸配向により、引張強度がよりバランスが取れており、特に穴あけに対する耐裂傷性が大幅に高いフィルムが作られます。
キャストフィルムは主に一方向に配向されているため、長手方向には強いですが、横方向にはより破れやすい可能性があります。
透明度と光沢
キャストフィルムは優れた光学特性を持っています。急速な急冷プロセスにより、ポリマー内に大きな結晶が形成されるのを防ぎ、はるかに高い透明度、低いヘイズ、優れた光沢が得られます。小売包装に理想的な、クリスタルクリアな外観を提供します。
ブローフィルムの冷却プロセスが遅いため、結晶化が進みやすく、フィルムがより曇り、透明度が低くなります。
厚さの均一性(ゲージ制御)
キャストフィルムは優れたゲージ制御を提供します。精密に設計されたチルドロールとの直接接触により、ウェブ全体にわたって非常に一貫性のある均一なフィルム厚さが得られます。
ブローフィルムのゲージ制御は、空気冷却される気泡の固有の不安定性により難しく、厚さにわずかなばらつきが生じる可能性があります。
トレードオフの理解
これらのフィルムから選択することは、意識的な妥協を意味します。単一の「最良の」フィルムはなく、特定の作業に最適なフィルムがあるだけです。
靭性と透明度のトレードオフ
これが最も重要なトレードオフです。製品を棚で明確に見せる必要がある場合、キャストフィルムが明白な選択です。輸送や取り扱い中に製品を耐久性のある保護が必要な場合は、ブローフィルムの方が安全な選択肢です。
方向別強度の不均衡
キャストフィルムの一軸延伸配向は、機械方向に力が予測可能にかかるアプリケーションに最適です。しかし、予期せぬ横方向の応力がかかると、破損の原因となる可能性があります。ブローフィルムのバランスの取れた性質は、予測不可能な力に対してより回復力があります。
コストと生産速度
キャストフィルムラインは通常、ブローフィルムラインよりも高速で稼働するため、生産量が多くなります。これは、ストレッチフィルムのような大量生産アプリケーションでは、単位あたりのコストが低くなることがよくあります。ただし、キャストフィルム装置の初期設備投資は一般的に高くなります。
アプリケーションに最適なフィルムの選択
選択は、最終用途の主要な要求によって完全に決定されるべきです。
- パンクチャー耐性と耐荷重強度が主な焦点の場合:農業用フィルム、建設用ライナー、重量物輸送袋などの用途にはブローフィルムを選択してください。
- プレミアムな製品の視認性と美観が主な焦点の場合:パン袋、雑誌のオーバーラップ、高透明度食品包装などの用途にはキャストフィルムを選択してください。
- 一貫した性能を持つ高速自動巻き付けが主な焦点の場合:優れたゲージ制御と静かな巻き戻し性能により、パレットストレッチ包装に最適なキャストフィルムを選択してください。
基本的な工程の違いを理解することで、プロジェクトの要求に完全に合致する固有の特性を持つフィルムを自信を持って選択できます。
要約表:
| 特性 | ブローフィルム | キャストフィルム |
|---|---|---|
| 強度 | バランスが取れており、高い耐パンク性と耐裂傷性 | 機械方向には強いが、横方向は弱い |
| 透明度 | 曇りがちで、光沢が低い | 高い透明度、低いヘイズ、優れた光沢 |
| 厚さ制御 | 中程度のゲージ均一性 | 優れており、一貫したゲージ |
| 主な配向 | 二軸(二方向) | 一軸(主に機械方向) |
特定のアプリケーションに最適なフィルムプロセスがまだ不明ですか? KINTEKの専門家がお手伝いします。当社は、材料試験および研究開発ニーズをサポートするための適切なラボ機器と消耗品の提供を専門としています。新しいパッケージを開発する場合でも、フィルム特性を最適化する場合でも、当社のチームが情報に基づいた意思決定を支援します。
当社のソリューションがお客様の研究所の効率と成功をどのように向上させることができるかについて、プロジェクトをご相談いただくために、今すぐお問い合わせください。
ビジュアルガイド
関連製品
- ラボ用ブローフィルム押出 三層共押出フィルムブロー機
- ラボプラスチックPVCカレンダー延伸フィルムキャストマシン(フィルムテスト用)
- 二軸押出機プラスチック造粒機
- ラボ用アンチクラッキングプレス金型
- ラミネート・加熱用真空熱プレス機




