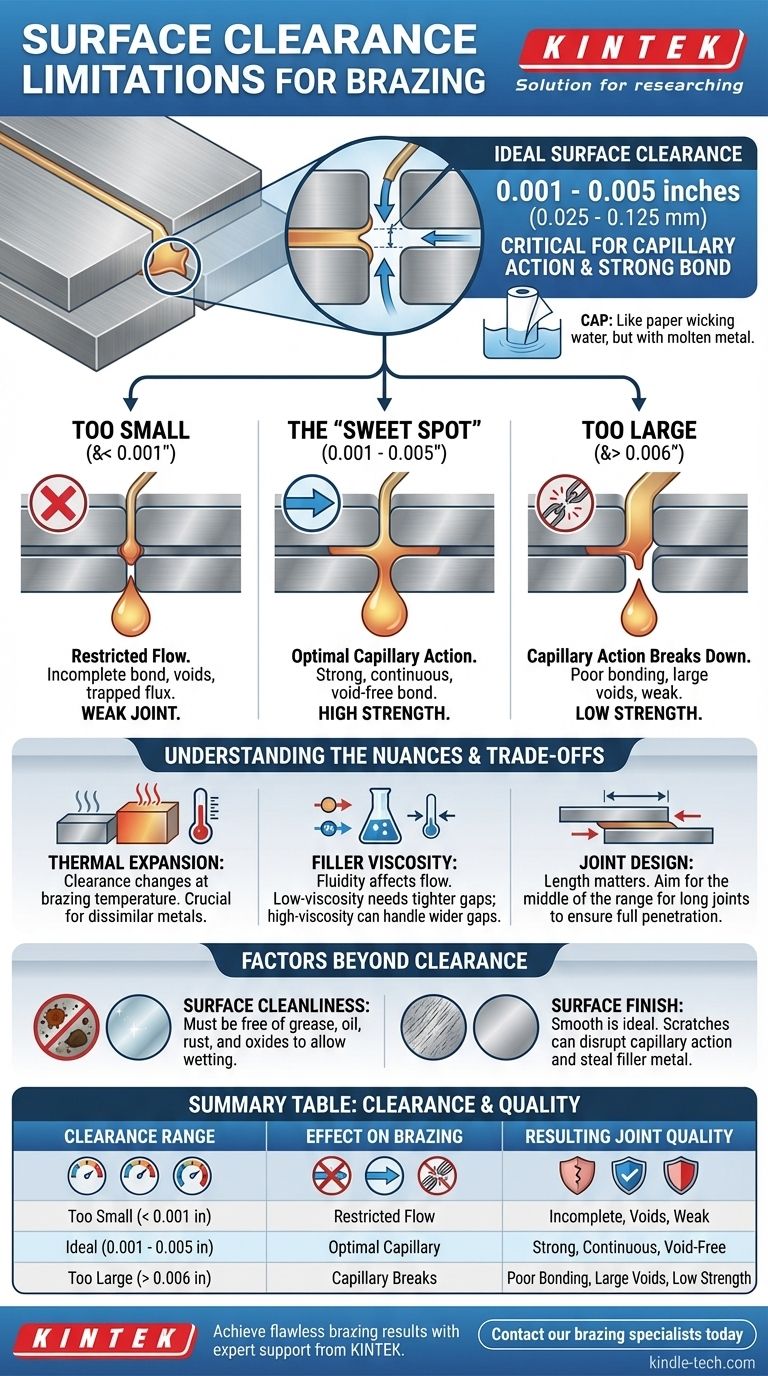
ろう付けを成功させるには、理想的な表面クリアランスは通常、0.001~0.005インチ(0.025mm~0.125mm)の間です。この正確な隙間は恣意的なものではなく、溶融したろう材を接合部に引き込み、強力で連続的な結合を形成する毛細管現象を可能にする、最も重要な単一の要因です。
ろう付けにおける課題は、単にクリアランス仕様を満たすことではなく、この隙間がプロセスを機能させる環境であることを理解することです。あなたの目標は、毛細管現象がろう材を接合部全体に均一に引き込むための完璧な経路を作り出すことです。
毛細管現象の原理:なぜクリアランスが重要なのか
ろう付けプロセス全体は、毛細管現象という物理現象に依存しています。これは、液体が重力に逆らってでも、非常に狭い空間に引き込まれる傾向のことです。あなたが設計するクリアランスは、この力の有効性を直接制御します。
ろう材の流れの「スイートスポット」
最適な範囲である0.001インチから0.005インチは、毛細管現象にとって理想的な条件を作り出します。ペーパータオルが水を吸い上げるのを考えてみてください。繊維間の狭い空間が水を吸い上げます。
ろう付けでは、この力は溶融したろう材を接合部の奥深くまで引き込むのに十分な強さがあり、完全な被覆と空隙のない高強度な結合を保証します。
クリアランスが小さすぎる場合の問題点
隙間が小さすぎる場合(通常0.001インチ未満)、溶融したろう材は自由に流れることができません。
ろう材は接合部全体に浸透する前に凝固し、フラックスを閉じ込めたり、空隙を生成したりする可能性があります。これにより、不完全で信頼性の低い結合が生じ、意図したよりも著しく強度が低下します。
クリアランスが大きすぎる場合の問題点
隙間が大きすぎる場合(多くの場合0.006インチ以上)、毛細管現象の力が機能しなくなります。
ろう材は引き込まれる代わりに、効果的に隙間を埋めることができません。これにより、大きな空隙、一貫性のない結合が生じ、その強度はろう材自体にのみ依存し、母材との強力な結合には依存しない接合部となります。

トレードオフとニュアンスの理解
一般的な範囲は信頼できるガイドラインですが、特定の用途における理想的なクリアランスにはいくつかの要因が影響する可能性があります。真の専門家はこれらの変数を考慮に入れます。
異種金属の熱膨張
これは最も一般的な落とし穴です。室温で測定したクリアランスは、ろう付け温度でのクリアランスではありません。
鋼と銅のように異なる2つの材料を接合する場合、それらの熱膨張率の違いが隙間を変化させます。最適な範囲に収まるように、ろう付け温度での接合クリアランスを計算する必要があります。
ろう材の粘度
異なるろう付け合金は、異なる流動特性を持っています。非常に流動性の高い低粘度のろう材は、クリアランス範囲のより狭い側でより良い性能を発揮する可能性がありますが、より粘性の高い合金は、わずかに広い隙間を必要とする場合があります。
接合部の設計と長さ
接合部の種類も役割を果たします。長い重ね継手の場合、ろう材が途中で凝固することなく、全距離を移動するための明確な経路を確保するために、クリアランス範囲の中央を目標とするとよいでしょう。
クリアランス以外で成功を確実にする要因
完璧なクリアランスは必要ですが、それだけでは十分ではありません。接合面の状態も毛細管現象を可能にする上で同様に重要です。
重要な表面の清浄度
参考文献が指摘するように、部品は完全に清浄で、グリース、油、錆、酸化物がない状態でなければなりません。あらゆる汚染物質は障壁として機能し、ろう材が母材を濡らすのを効果的に妨げ、毛細管の流れをその場で停止させます。
表面仕上げの重要性
滑らかで均一な表面が理想的です。傷、深い引っかき傷、または粗いショットブラストされた領域は、毛細管現象を妨げる可能性があります。ろう材は接合部からこれらの不完全な部分に引き込まれ、結合線に必要な材料を不足させる可能性があります。
目標に合った適切な選択をする
目標クリアランスの選択には、理想的な強度と製造上の現実とのバランスを取る必要があります。主要な目的をガイドとして使用してください。
- 最大の接合強度を重視する場合:0.001インチから0.002インチ程度の、範囲のより狭い側を目標とします。これにより、最も強力な冶金学的結合が生成されます。
- 生産公差への対応を重視する場合:0.002インチから0.005インチのわずかに広いクリアランスは、大量生産にとってより実用的で費用対効果が高い場合があります。
- 異種金属のろう付けを重視する場合:最初のステップは、熱膨張を考慮してろう付け温度での接合クリアランスを計算し、目標を選択することです。
接合クリアランスを習得することは、一貫性があり、信頼性が高く、高強度なろう付けアセンブリを作成するための鍵となります。
要約表:
| クリアランス範囲 | ろう付けへの影響 | 結果として得られる接合品質 |
|---|---|---|
| 小さすぎる(0.001インチ未満) | ろう材の流れが制限される | 不完全な結合、空隙、弱い接合 |
| 理想的(0.001 - 0.005インチ) | 最適な毛細管現象 | 強力で連続的な、空隙のない結合 |
| 大きすぎる(0.006インチ超) | 毛細管現象が機能しない | 不十分な結合、大きな空隙、低強度 |
KINTEKの専門サポートで完璧なろう付け結果を実現しましょう。
完璧な接合クリアランスは、実験室や生産アセンブリにおいて、強力で信頼性の高い結合を作成するために不可欠です。標準的な金属でも異種金属でも、KINTEKの実験装置と消耗品に関する専門知識は、最大の強度と一貫性を得るためにろう付けプロセスを最適化するのに役立ちます。
当社のろう付けスペシャリストに今すぐお問い合わせください。お客様の特定の用途について話し合い、当社のソリューションがどのように結果を向上させることができるかを発見してください。
ビジュアルガイド