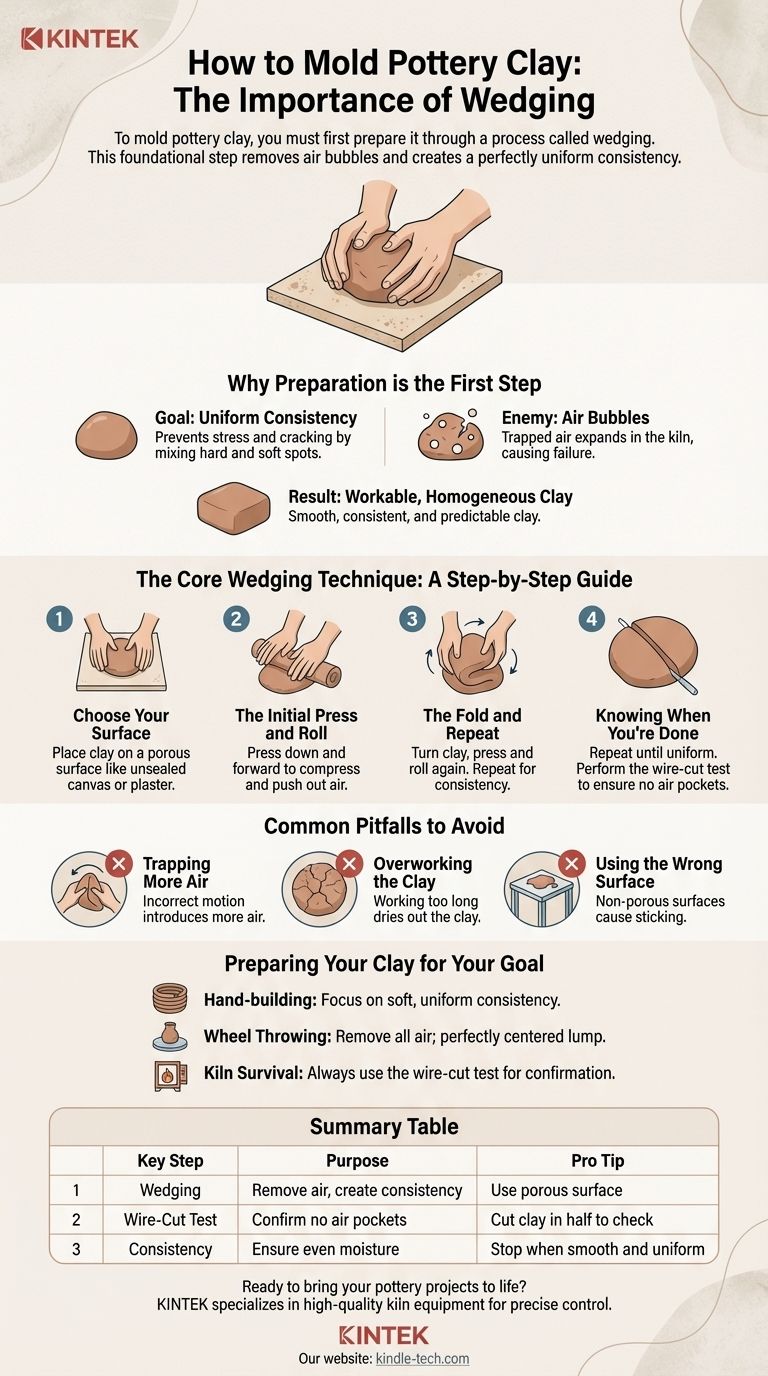
陶芸用粘土を成形するには、まず「練り込み(ウェッジング)」と呼ばれる工程で準備する必要があります。これは、粘土を多孔質の表面で繰り返し押したり、転がしたり、折りたたんだりする作業です。目標は、気泡を取り除き、完全に均一な粘度を作り出すことであり、これは作品の成形を始める前の不可欠な最初のステップです。
粘土の最初の「成形」は、最終的な形にすることではなく、粘土の状態を整えることです。この「練り込み」として知られる重要な準備は、粘土に気泡がなく、均一な質感であることを保証します。これは、焼成中にひび割れや破裂を防ぐ上で最も重要な要素です。
なぜ準備が最初のステップなのか
ろくろや手で粘土を成形する前に、準備をしなければなりません。この工程はしばしば練り込み(ウェッジング)またはこねる(ニーディング)と呼ばれ、完成品を台無しにする可能性のある2つの重要な問題に対処します。
目標:均一な粘度
袋から出したばかりの粘土や再生粘土には、硬い部分と柔らかい部分が混在していることがあります。練り込みはこれらの部分を混ぜ合わせ、塊全体が同じ水分レベルと作業性を持つようにします。この均一性により、乾燥時や焼成時のストレスやひび割れを防ぎます。
敵:気泡
気泡は陶芸の失敗の主な原因です。粘土が窯で加熱されると、閉じ込められた空気とその中の水分が急速に膨張します。逃げ場がない場合、圧力によって作品がひび割れたり、破裂したりすることがあり、窯の中の他の作品を損傷する可能性もあります。
結果:作業しやすく均質な粘土
適切に練り込まれた粘土は、滑らかで一貫性があります。異なる水分レベルによる筋やマーブル模様がなく、均一な色をしています。成形を始めると、弱い部分がなく、予測どおりに反応します。

練り込みの核心テクニック:ステップバイステップガイド
この基本的な方法は、初心者や少量から中程度の粘土に最適です。気泡を取り除き、均一性を作り出すという目標に直接対処します。
ステップ1:表面を選ぶ
粘土の塊を多孔質の表面に置きます。未加工のキャンバス、コンクリート、または専用の石膏練り込み板が理想的です。これらの表面は少量の水を吸収し、作業中に粘土がくっつくのを防ぎます。
ステップ2:最初の押し込みと転がし
手のひらの付け根を使って、粘土の塊に押し込み、前方に押し出します。粘土の塊を単一の滑らかな動きで手前に転がします。これは、粘土を圧縮し、内部の気泡を押し出すことを目的としています。
ステップ3:折りたたみと繰り返し
粘土を持ち上げ、90度回転させてから再び置きます。再び、手のひらで押し込み、前方に押し出し、粘土を手前に転がします。この折りたたむ動作が、粘土を混ぜて均一な粘度を実現するものです。
ステップ4:完了の判断
このプロセスを一貫して繰り返します。繰り返しの回数(推奨は50回)はあくまで目安です。粘土が完全に均一になったと感じたら完了です。決定的なテストは、ワイヤーで粘土を半分に切ることです。切断面は完全に滑らかで、目に見える気泡やらせん状の筋がないはずです。
避けるべき一般的な落とし穴
適切なテクニックが不可欠です。粘土を準備するという目標に逆効果となる間違いを犯しがちです。
落とし穴:さらに空気を閉じ込める
誤った折りたたみ方や転がし方は、取り除くよりも多くの空気を粘土に導入してしまう可能性があります。粘土を圧縮することに集中し、大きな空のポケットを折り込まないようにしてください。動きは意図的でしっかりしている必要があります。
落とし穴:粘土を練りすぎること
多孔質の表面で練り込みを行うと、粘土は徐々に乾燥します。長時間作業しすぎると、成形しにくいほど硬くなることがあります。粘土が均一になるまで効率的に作業しますが、無限に続けるのはやめましょう。
落とし穴:間違った表面を使用すること
プラスチック、密閉されたカウンタートップ、ニス塗りのテーブルなどの非多孔質の表面で練り込みを試みると、粘土がくっついてしまいます。これにより、プロセスがイライラし、散らかり、良いリズムを築くことができなくなります。
目的に合わせた粘土の準備
練り込みのアプローチは、次に何をするかによって少し調整できます。
- 主な焦点がシンプルな手びねりの場合:粘土が均一で柔らかく、手に心地よい粘度になることに集中してください。
- 主な焦点がろくろ成形の場合:すべての気泡を取り除き、完全に中心が取れた円錐形の塊にすることが絶対に重要です。
- 主な焦点が作品が窯で生き残ることである場合:成形を始める前に、ワイヤーカットテストを必ず行い、残っている気泡がないことを視覚的に確認してください。
粘土を準備するというこの基本的なスキルは、陶芸を成功させるための基礎です。
要約表:
| 主要ステップ | 目的 | プロのヒント |
|---|---|---|
| 練り込み(ウェッジング) | 気泡を取り除き、均一な粘度を作り出す。 | キャンバスや石膏のような多孔質の表面を使用する。 |
| ワイヤーカットテスト | 気泡が残っていないことを確認する。 | 粘土を半分に切る。表面は滑らかであるべき。 |
| 粘度 | 作業性のために均一な水分を確保する。 | 粘土が滑らかで均一になったと感じたら止める。 |
プロ級の仕上がりで陶芸作品に命を吹き込む準備はできていますか?
適切な粘土の準備が素晴らしい陶芸の基礎であるように、適切な設備を持つことが完璧な焼成の鍵となります。KINTEKは、正確な温度制御と信頼性の高い性能で、職人やスタジオから信頼されている高品質のラボおよび窯設備を専門としています。
お客様のスタジオを成功に導くお手伝いをさせてください。今すぐ当社の専門家にお問い合わせください。お客様の創造的なニーズにぴったりの窯を見つけましょう!
ビジュアルガイド