焼鈍に単一の温度と時間というものはありません。これらのパラメータは、処理される特定の材料、その初期状態、および望ましい最終特性に大きく依存します。
焼鈍を普遍的なレシピとして扱うことは、最も一般的な失敗の原因です。たとえば、一般的な鋼合金の正しい焼鈍温度は、アルミニウムを溶かすのに十分なほど高いです。
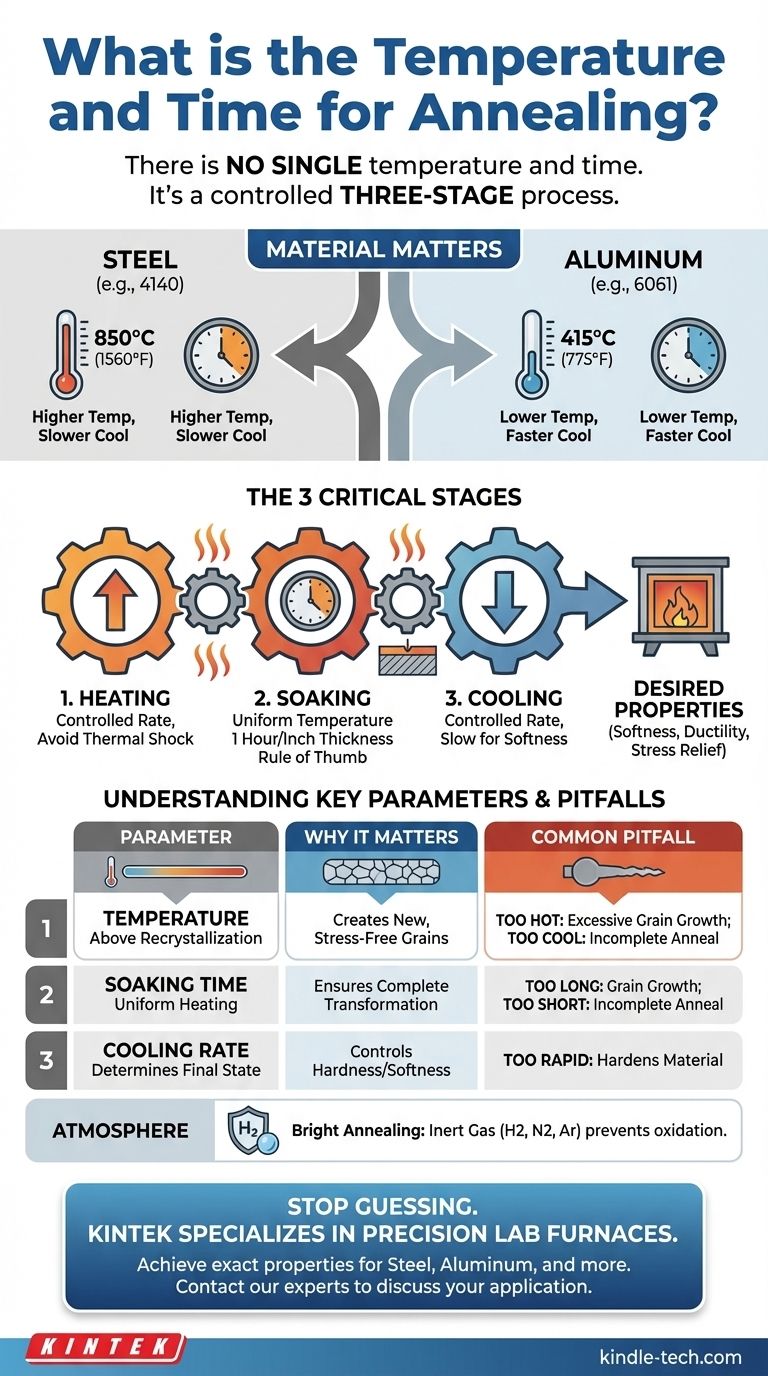
焼鈍の核心原理は、魔法の数字を達成することではなく、材料固有の冶金と特定の目標に合わせて精密に調整された、加熱、保持、冷却という3段階の熱処理プロセスを制御することです。
普遍的な答えが存在しない理由
焼鈍の目的は、材料の微細構造を変化させて望ましい結果を得ることです。すべての材料は独自の構造を持ち、熱に対して異なる反応を示すため、プロセスをカスタマイズする必要があります。
材料組成の役割
異なる金属とその合金は、新しい歪みのない結晶粒が形成される点である再結晶温度が大きく異なります。
4140のような合金鋼は850°C(1560°F)前後の温度を必要としますが、6061のようなアルミニウム合金ははるかに低い415°C(775°F)で焼鈍されます。間違った温度を使用すると、何も効果がないか、材料を損傷する可能性があります。
望ましい機械的特性
焼鈍は単一のプロセスではなく、処理のカテゴリです。完全焼鈍は最大の軟度と延性を目指しますが、応力除去焼鈍は、硬度を大幅に変えることなく、製造による内部応力を除去するためにより低い温度を使用します。

焼鈍の3つの重要な段階
あらゆる材料を正常に焼鈍するには、3つの異なる段階を正確に制御する必要があります。質問された温度と時間は主に第2段階に関連しますが、他の段階なしでは意味がありません。
第1段階:目標温度への加熱
材料は制御された速度で目標焼鈍温度に加熱されます。特に複雑な部品では、急速に加熱しすぎると熱衝撃や応力を誘発する可能性があります。
第2段階:保持(温度と時間)
これは、材料が目標温度に保持される段階です。目標は、部品全体が表面から中心まで均一な温度に達し、必要な微細構造の変化が起こるようにすることです。
保持時間は、部品の最も厚い断面によって決定されることが多く、一般的な経験則として、厚さ1インチあたり1時間ですが、これは単なる出発点に過ぎません。
第3段階:制御された冷却
冷却速度は加熱温度と同じくらい重要です。鋼で軟らかく延性のある構造を生成するための完全焼鈍では、非常にゆっくりと冷却する必要があり、多くの場合、炉内で冷却されるままにします。急冷または急速冷却は硬い構造を生成し、目的を損ないます。
主要なパラメータとトレードオフの理解
適切なパラメータを選択するには、望ましい結果と潜在的な落とし穴のバランスを取る必要があります。
適切な温度の発見
最も重要なパラメータは再結晶温度です。ほとんどのプロセスでは、焼鈍温度はこの点よりわずかに高く設定されます。
この温度により、冷間加工中に生成された歪んだ高エネルギーの結晶粒が新しい歪みのない結晶粒に置き換えられ、延性が回復し、硬度が低下します。
熱すぎたり長すぎたりするリスク
最適な温度を超えたり、長すぎる時間保持したりすると、過剰な結晶粒成長につながる可能性があります。材料は軟らかくなりますが、大きな結晶粒は靭性を低下させ、成形後の表面仕上げを悪くする可能性があります。
冷たすぎたり短すぎたりするリスク
必要な温度に達しなかったり、十分な時間保持しなかったりすると、不完全な焼鈍になります。微細構造が完全に変化せず、材料は望ましい軟度や応力除去のレベルを達成できません。
雰囲気の重要性
クリーンで酸化物のない表面を得るには、光輝焼鈍と呼ばれるプロセスが使用されます。これは、制御された不活性雰囲気中で行われます。
参照資料が示すように、一般的な雰囲気には純粋な水素、窒素、またはアルゴンが含まれます。この保護雰囲気は酸化を防ぎ、そうでなければ高温で材料の表面にスケール層を形成するでしょう。
プロジェクトに適切なパラメータを決定する方法
正しい出発点を見つけるには、作業している特定の合金の材料データシートまたは冶金ハンドブックを参照する必要があります。
- 最大の軟度と延性が主な焦点である場合:完全焼鈍を行っている可能性が高く、材料の上部変態点以上に加熱し、その後炉内で非常にゆっくりと冷却する必要があります。
- 溶接や機械加工による内部応力除去が主な焦点である場合:応力除去焼鈍が必要であり、より低い温度(変態点以下)を使用し、主に均一な保持とゆっくりとした冷却に関心があります。
- 高炭素鋼の被削性改善が主な焦点である場合:特定の微細構造を作成するために、下部変態点直下で長時間保持する球状化焼鈍と呼ばれる特定のサイクルが必要になる場合があります。
最終的に、適切なパラメータは、特定の材料に関する信頼できる技術データを参照し、テストで確認することによって見つかります。
要約表:
| パラメータ | 重要な理由 | 一般的な落とし穴 |
|---|---|---|
| 温度 | 材料を軟化させるには、再結晶点以上である必要があります。 | 間違った温度は材料を損傷するか、何も効果がない可能性があります。 |
| 保持時間 | 微細構造の変化のために、部品全体が均一に加熱されることを保証します。 | 短すぎると:不完全な焼鈍。長すぎると:過剰な結晶粒成長。 |
| 冷却速度 | 最終的な材料特性(例:軟度対硬度)を決定します。 | 急速冷却は材料を硬化させ、目的を損なう可能性があります。 |
焼鈍パラメータの推測をやめましょう。
KINTEKは精密ラボ炉と消耗品を専門とし、鋼、アルミニウム、その他の合金を扱う場合でも、焼鈍プロセスを成功させるために必要な制御された加熱環境を提供します。
当社の専門家は、完全な軟度から応力除去まで、お客様が必要とする正確な材料特性を達成するための適切な機器を選択するお手伝いをします。
今すぐ当社の熱処理専門家にご連絡ください お客様の特定の材料と用途についてご相談ください。
ビジュアルガイド