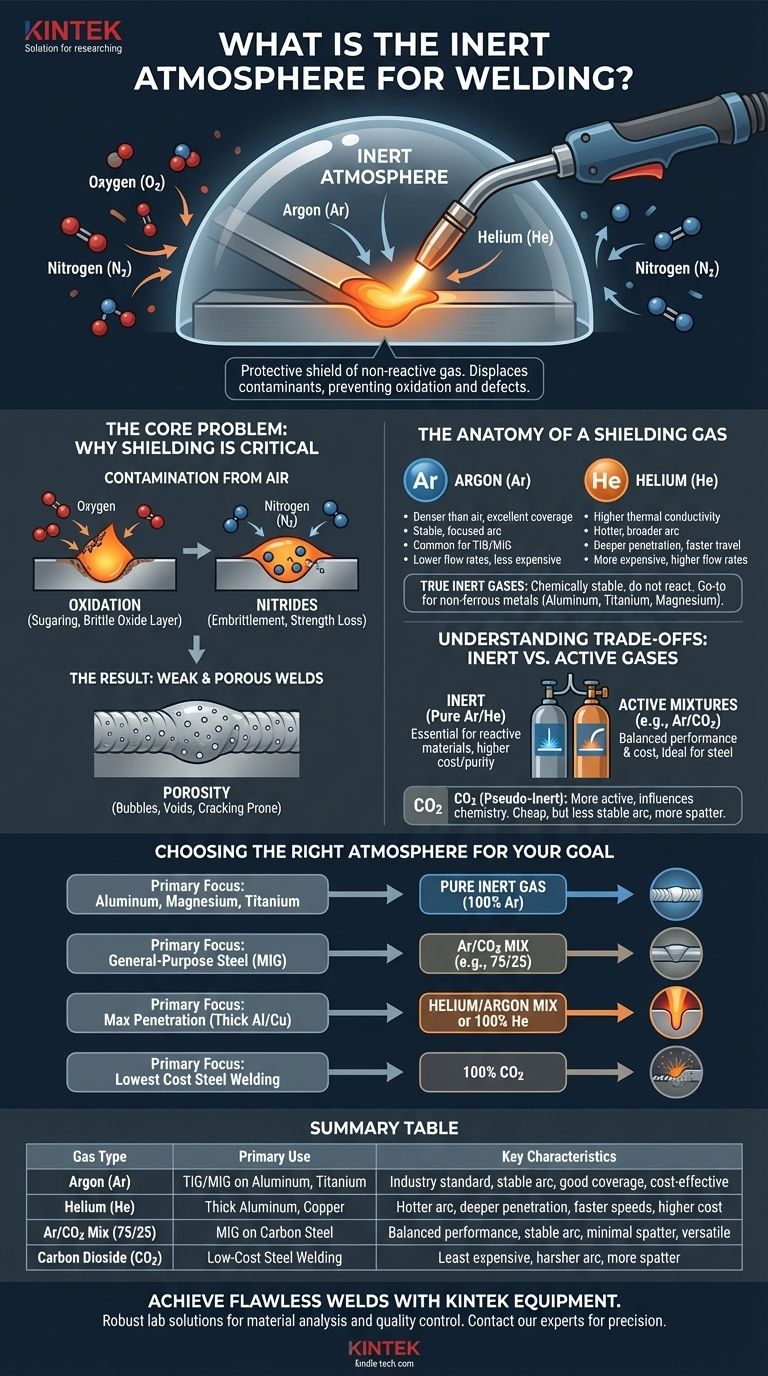
溶接における不活性雰囲気とは、溶融した溶接プールを囲む、非反応性のガスの保護シールドのことです。この目的のために使用される最も一般的な不活性ガスは、アルゴンとヘリウムです。このシールドは、周囲の空気中の酸素、窒素、その他の汚染物質を排除するために極めて重要です。これらは、溶融金属と反応して溶接の品質を損なう可能性があるからです。
不活性雰囲気の核となる目的は、バリアとして機能し、構造的に脆弱な溶融金属を大気中の汚染から保護することです。この保護こそが、強靭でクリーンな溶接と、弱く欠陥のある溶接を分ける決定的な要因となります。
核心的な問題:シールドが不可欠である理由
溶接の極端な高温下では、溶融金属は非常に反応性が高くなります。それを、窒素が約78%、酸素が21%を占める開放された空気にさらすことは、失敗の元です。
空気からの汚染
酸素は、クリーンな溶接における主な敵であり、急速な酸化(ステンレス鋼では「シュガリング」とも呼ばれる)を引き起こし、脆くて剥がれやすい酸化物層を生成します。
窒素も、特に鋼材の場合、溶融溶接プールに溶解し、窒化物の形成を引き起こし、脆化と強度の著しい低下を招く可能性があります。
結果:弱くポーラスな溶接
これらの大気ガスが溶接部に吸収されると、金属が冷えて固化する際に閉じ込められることがよくあります。
これにより、溶接ビード内に微小な気泡や空隙が生じ、これはポーラス性(気孔率)として知られる欠陥です。ポーラスな溶接は本質的に弱く、応力集中点が多く、荷重下で亀裂が入りやすいです。

シールドガスの構成要素
これらの欠陥を防ぐために、溶接工はシールドガスを連続的に流し、アークと溶接プール周辺に局所的な保護雰囲気を作り出します。これらのガスは主に2つのカテゴリーに分類されます。
真の不活性ガス:アルゴンとヘリウム
不活性ガスは化学的に安定しており、溶接アークの高温下でも他の元素と反応しません。
あなたの参照資料にもあるように、アルゴン(Ar)とヘリウム(He)は、溶接に使用される2つの主要な不活性ガスです。これらは、汚染に対して非常に敏感なアルミニウム、マグネシウム、チタンなどの非鉄金属の溶接に最適な選択肢です。
アルゴン:業界標準
アルゴンは空気よりも密度が高いため、低い流量で溶接部を効果的に覆うことができます。また、安定した集束されたアークを促進し、ヘリウムよりも安価であるため、TIG溶接およびMIG溶接で最も一般的な不活性シールドガスとなっています。
ヘリウム:高性能オプション
ヘリウムはアルゴンよりも熱伝導率が高いです。これにより、より高温で広範囲のアークが生成され、より深い浸透と速い移動速度が可能になり、特にアルミニウムや銅などの厚い材料の溶接に非常に有用です。ただし、高価であり、より高い流量が必要です。
トレードオフの理解:不活性ガスと活性ガス
純粋な不活性ガスは一部の材料には不可欠ですが、唯一の選択肢ではありません。多くの一般的な用途、特に鋼材の場合、活性ガスを含む混合物が好まれます。
「擬似不活性」ガスの役割
あなたの参照資料では、二酸化炭素(CO2)が「擬似不活性」ガスとして言及されています。溶接業界では、CO2はより一般的に活性ガスとして分類されます。
酸素と同じように溶融溶接プールと反応するわけではありませんが、溶接アークの高温下でわずかに分解し、溶接の化学組成に影響を与えます。アルミニウムのような反応性の高い金属には適していません。
ガスの混合の理由
炭素鋼の溶接では、純粋なアルゴンを使用すると、溶接ビードプロファイルが背が高く狭くなることがあります。少量のCO2(例:アルゴン75% / CO2 25%の混合物)を加えることで、ビードプロファイルが平坦になり、浸透が改善され、アークがより安定し、スパッタが少なく、全体的により良い溶接が得られます。
コストと純度の等式
純粋なCO2は最も安価なシールドガスですが、アルゴン混合物よりもアークが不安定になり、スパッタが多くなります。純粋なアルゴンは非鉄金属に必要ですが、より高価です。アルゴン/CO2ブレンドは、ほとんどの鋼材加工に理想的な性能とコストのバランスを提供します。
目標に応じた雰囲気の選択
適切なシールドガスの選択は単なる技術的な詳細ではなく、溶接の品質、外観、コストを決定する基本的な決定です。
- アルミニウム、マグネシウム、またはチタンの溶接が主な焦点の場合: 100%アルゴンが最も一般的で効果的な選択肢であり、純粋な不活性ガスを使用する必要があります。
- 汎用鋼材加工(MIG)が主な焦点の場合: 75%アルゴンと25% CO2の混合物が、クリーンな溶接、安定したアーク、最小限のスパッタを実現するための業界標準です。
- 厚いアルミニウムや銅で最大の浸透が主な焦点の場合: ヘリウム/アルゴン混合物または純粋なヘリウムが、健全な溶接に必要な熱入力を提供します。
- 鋼材溶接で可能な限り低コストが主な焦点の場合: 100% CO2を使用できますが、より過酷なアークとより多くの溶接後の清掃作業に対処する覚悟が必要です。
結局のところ、適切な雰囲気とは、溶接を脅かす特定の汚染物質から溶接を確実に保護するものです。
要約表:
| ガス種別 | 主な用途 | 主な特徴 |
|---|---|---|
| アルゴン (Ar) | アルミニウム、チタンのTIG/MIG | 業界標準、安定したアーク、良好なカバレッジ、費用対効果が高い |
| ヘリウム (He) | 厚いアルミニウム、銅 | より高温のアーク、より深い浸透、より速い速度、高コスト |
| Ar/CO2 混合物 (例: 75/25) | 炭素鋼のMIG | バランスの取れた性能、安定したアーク、最小限のスパッタ、多用途 |
| 二酸化炭素 (CO2) | 低コストの鋼材溶接 | 最も安価、より過酷なアーク、より多くのスパッタ |
適切な機器で欠陥のない溶接を実現
適切なシールドガスが溶接の完全性に不可欠であるのと同じように、信頼性の高い高性能なラボ機器を使用することは、研究および品質管理プロセスに不可欠です。
KINTEKは、最新の研究所の厳しい要求に応える堅牢なラボ機器と消耗品を提供することに特化しています。材料分析の実施、溶接の完全性のテスト、または新しい合金の開発を行う場合でも、当社の製品は精度と耐久性を提供するように設計されています。
お客様のラボの能力向上をお手伝いします。 当社の専門家に今すぐお問い合わせいただき、お客様の研究所のニーズに最適なソリューションを見つけ、プロセスが最高の溶接と同じくらい保護され、正確であることを保証してください。
ビジュアルガイド