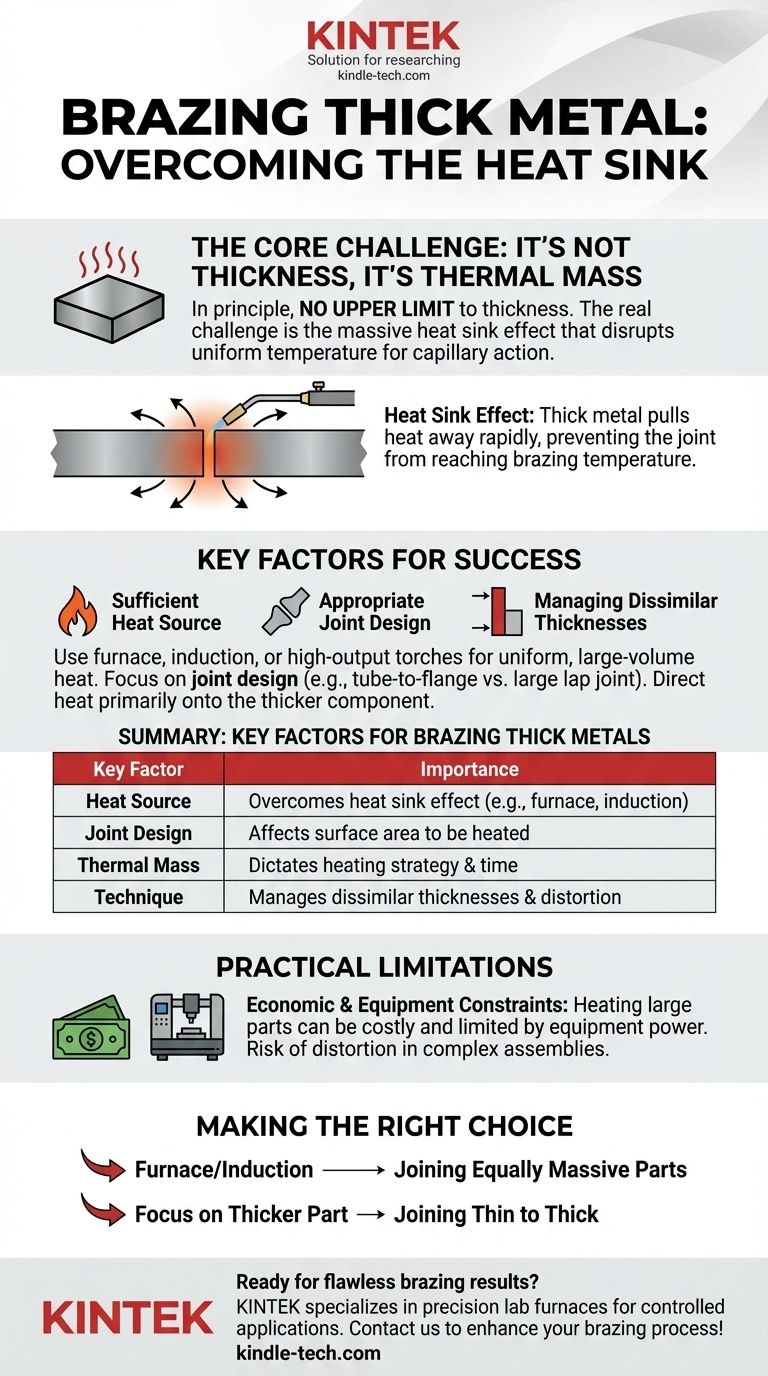
原則として、ろう付けできる金属の厚さに上限はありません。真の制限要因は金属自体の寸法ではなく、接合部全体に十分かつ均一な熱を供給する能力です。成功は、接合部を適切なろう付け温度まで上げるために、厚い部品が持つ巨大なヒートシンク効果を克服できるかどうかにかかっています。
厚い金属のろう付けの課題は材料の厚さではなく、その熱容量にあります。あなたの成功は、フィラーメタルが適切に流れるように、接合部全体で均一な温度を達成するために、加熱方法がこのヒートシンク効果を克服できるかどうかに完全に左右されます。
厚さではなく質量が真の課題である理由
ろう付けは毛細管現象の原理に基づいており、溶融したフィラーメタルが2つの母材間の狭い隙間に引き込まれます。これが正しく機能するためには、接合部全体がフィラーメタルの融点よりわずかに高い均一な温度にある必要があります。厚い材料は、熱を接合部から吸収し運び去る能力があるため、このプロセスを妨げます。
ヒートシンク効果
厚い金属片は巨大なヒートシンクとして機能します。熱源が適用された点から熱エネルギーを急速に奪います。
熱源(トーチなど)が金属が放散するよりも速く熱を供給できない場合、接合界面で必要なろう付け温度に到達することはありません。
均一な温度の必要性
毛細管現象が機能するためには、接合を形成する両方の金属片が適切な温度にある必要があります。
一方の部品が熱く、もう一方が冷たすぎると、フィラーメタルは熱い側に溶けて接合しますが、冷たい側を濡らしたり流れたりすることに失敗し、不完全で弱い接合部になります。
熱勾配の危険性
非常に厚いプレートの局所的な一点を加熱すると、急激な熱勾配、つまり高温域と周囲の冷たい金属との間に温度の大きな差が生じます。
これにより、フィラーメタルが不均一に流れ、一部の材料では冷却中に反りや亀裂を引き起こす可能性のある大きな内部応力が生じる可能性があります。

厚いセクションをろう付けするための重要な要素
厚い部品のろう付けを成功させることは、熱を制御することにかかっています。これには、使用する機器、接合部の設計、および技術を慎重に検討する必要があります。
十分な熱源と方法
小型の手持ちトーチでは、厚いセクションには不十分です。均一に大量の熱を供給できる方法が必要です。
効果的な方法には、アセンブリ全体を制御雰囲気中でゆっくり加熱する炉ろう付け、または磁場を使用して部品内に直接かつ急速に熱を発生させる誘導加熱があります。大型のマルチヘッドトーチセットアップも、局所的で高出力の加熱に使用できます。
適切な接合部の設計
接合部の設計は極めて重要です。2枚の厚いプレート間の重ね継手は、非常に広い表面積を加熱する必要があります。
対照的に、太いフランジに小径のチューブをろう付けする方が管理しやすく、より質量のあるフランジ部品に熱を集中させることができます。
異厚の管理
一般的で困難なシナリオは、薄い部品を厚い部品にろう付けすることです。鍵は、熱源の大部分を厚い部品に集中させることです。
より大きなヒートシンクを最初に、より集中的に加熱することで、その温度を上昇させることができます。薄い部品は伝導と周囲のエネルギーによってより速く温度に達するため、厚い部品が追いつく間に過熱するのを防ぎます。
実際的な限界の理解
理論的には可能ですが、極端に厚いセクションのろう付けには、考慮すべき実際的および経済的なトレードオフがあります。
経済的実現可能性
数トンにも及ぶ非常に大きな部品を炉で数時間加熱することは技術的には可能かもしれませんが、エネルギーと時間の点で法外に高価になる可能性があります。
ある規模になると、溶接プロセスの方が、巨大なセクションを接合するためのより実用的で経済的な選択肢になることがよくあります。
機器の制約
あなたの能力は、最終的には機器によって制限されます。炉のサイズ、誘導コイルの出力、またはトーチの出力が、成功裏にろう付けできるものの実質的な上限を決定します。
反りのリスク
巨大な部品を加熱および冷却するために必要な大きな熱サイクルは、特に複雑なアセンブリにおいて、反りや歪みを引き起こす可能性があります。このリスクは、適切なサポートと制御された冷却速度によって評価および管理される必要があります。
目的に合った正しい選択をする
厚肉部品へのろう付けが適切なアプローチであるかどうかを判断するには、主な目的と関連する部品を考慮してください。
- 2つの同等の巨大な部品を接合することに焦点を当てている場合: 最良の選択肢は、アセンブリ全体にわたってゆっくりとした均一な温度上昇を保証するために、炉ろう付けや誘導ろう付けなど、包み込むような熱を提供する方法です。
- 薄い部品を厚い部品に接合することに焦点を当てている場合: 熱源をより厚い部品に集中させ、それを主要な熱貯蔵庫として機能させ、薄い部品が伝導と周囲のエネルギーによって加熱されるようにします。
- ろう付けと溶接を評価することに焦点を当てている場合: 必要な接合特性、反りの可能性、および加熱時間と機器の使用を含む操作の総コストを考慮してください。
結局のところ、ろう付けの成功は金属の厚さよりも、熱エネルギーのインテリジェントな管理にかかっています。
要約表:
| 主要因 | 厚い金属のろう付けにおける重要性 |
|---|---|
| 熱源 | ヒートシンク効果を克服できるかどうかを決定します(例:炉、誘導)。 |
| 接合部の設計 | 均一に加熱する必要がある表面積に影響します。 |
| 熱容量 | 真の課題であり、加熱戦略と時間を決定します。 |
| 技術 | 異厚の管理と反りの防止に不可欠です。 |
厚肉部品で完璧なろう付け結果を達成する準備はできていますか? 適切な機器は、熱容量を管理し、均一な加熱を保証するための鍵です。KINTEKは、制御されたろう付け用途に理想的な精密ラボ用炉と加熱システムを専門としています。当社の専門家は、お客様固有の金属接合の課題に最適なソリューションを選択するお手伝いをします。今すぐお問い合わせいただき、ろう付けプロセスをどのように改善できるかをご相談ください!
ビジュアルガイド