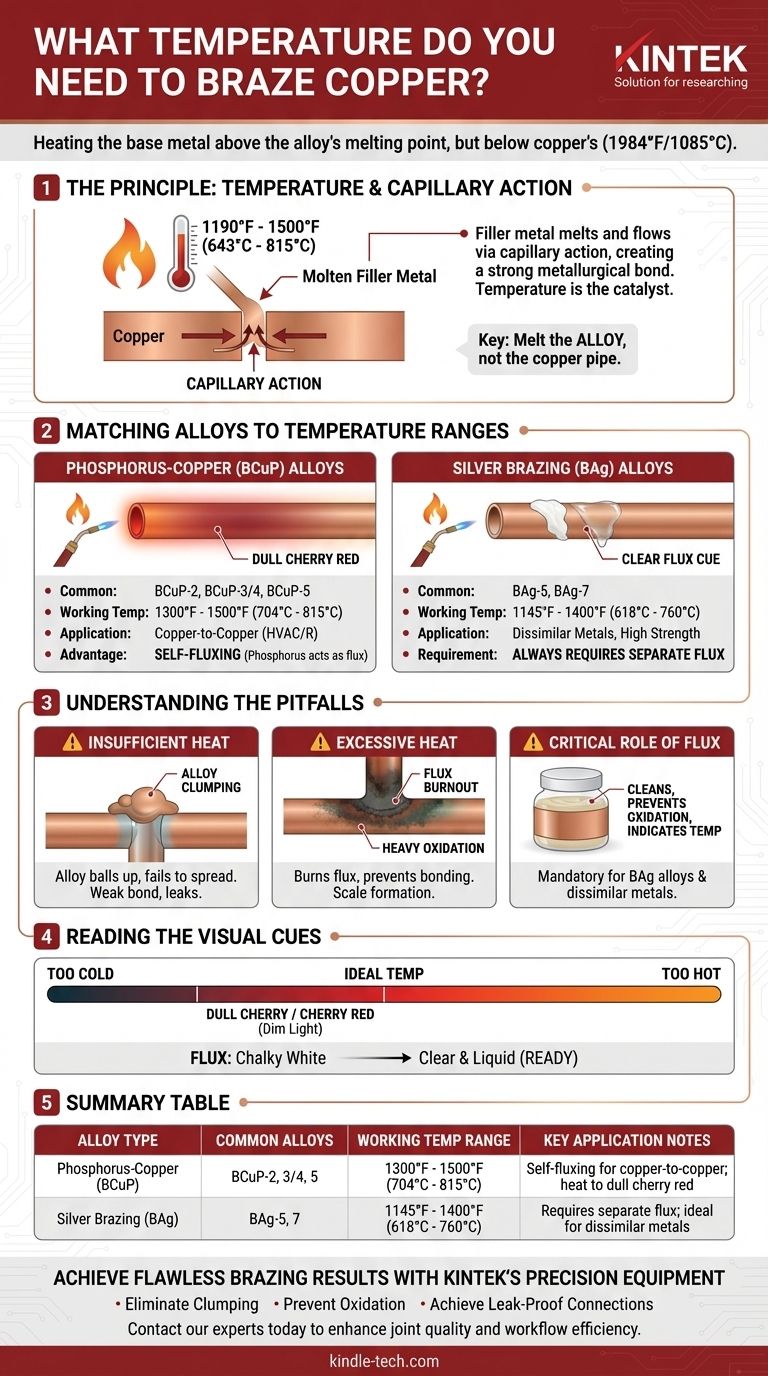
銅をろう付けするには、母材を、選択したろう付け合金の融点より高く、かつ銅自体の融点より低い温度に加熱する必要があります。この作業温度は、使用する特定の充填金属によって異なりますが、通常1190°F~1500°F(643°C~815°C)の範囲です。重要なのは、合金を溶かすことであり、銅パイプを溶かすことではありません。
問題は単に「何度か」ではなく、「私の特定のろう付け合金にとって適切な温度は何度か」ということです。合金が目標温度を決定し、その正確な熱を達成できるかどうかが、完璧で漏れのない接合部と完全な失敗の分かれ目となります。
原理:なぜ温度は単なる数字ではないのか
ろう付けは、接合される母材よりも強力な冶金学的結合を形成します。このプロセスは、溶融した充填金属が2つの銅片間の狭い隙間に引き込まれる毛細管現象と呼ばれる原理に依存しています。温度は、このプロセス全体の触媒となります。
充填金属の役割
溶接とは異なり、ろう付けは母材(銅)を溶かしません。代わりに、ろう付け棒または合金と呼ばれる充填金属のみを溶かします。各合金には、液体になり適切に流れる特定の温度範囲があります。
毛細管現象の実現
毛細管現象が機能するためには、銅が接触時にろう付け棒を瞬時に溶かすのに十分なほど熱くなければなりません。銅が冷たすぎると、合金は「塊」になり、接合部に浸透しません。理想的な温度は「濡れ」作用を生み出し、液体合金が金属表面全体に均一に広がることを可能にします。
過熱の危険性
銅の融点は1984°F(1085°C)です。標準的なトーチでパイプを溶かす可能性は低いですが、過熱は一般的で深刻な間違いです。過度の熱は、充填金属が結合するのを妨げる激しい表面酸化を引き起こします。また、プロセスに必要なフラックスを焼き切ったり、銅自体を弱めたりする可能性もあります。

ろう付け合金と温度範囲のマッチング
選択する特定の合金は、用途(例:HVAC、配管、異種金属の接合)によって決まります。この選択が目標温度を決定します。
リン銅合金(BCuP)
これらは、特にHVACや冷凍において、銅と銅を接合するための最も一般的な合金です。その主な利点は、リンがフラックス剤として機能するため、銅と銅の接合には別途フラックスが不要であることです。
- 一般的な合金:BCuP-2(銀0%)、BCuP-3/4(銀5-6%)、BCuP-5(銀15%)。
- 作業温度:通常1300°F~1500°F(704°C~815°C)。
- 視覚的な合図:銅がかすかに鈍い桜色に光るまで加熱します。
銀ろう合金(BAg)
「銀はんだ」(技術的には不正確ですが一般的な用語)と呼ばれることも多いこれらの合金は、より高い強度、耐振動性、または銅と真鍮や鋼などの他の金属を接合するために使用されます。これらには様々な割合の銀が含まれています。
- 一般的な合金:BAg-5(銀45%)、BAg-7(銀56%)。
- 作業温度:一般的に低く、1145°F~1400°F(618°C~760°C)。
- 注:これらの合金は、銅と銅を接合する場合でも、常に別途フラックスが必要です。
トレードオフと落とし穴の理解
ろう付けを成功させるには、熱、清浄度、材料の管理が必要です。一般的な間違いを避けることが重要です。
フラックスの重要な役割
銅と銅の接合にBCuP合金を使用する場合を除き、フラックスは必須です。フラックスは、表面を洗浄し、加熱中の酸化を防ぎ、金属が適切な温度に達したことを示す化学ペーストです。フラックスの塗布量が少なすぎたり、過熱して焼き切ったりすると、接合部が失敗します。
不十分な熱の危険性
母材が十分に熱くないと、充填棒は接合部に流れ込みません。充填棒は丸まって広がることを拒否し、強度や密閉性のない表面レベルの結合になります。これは漏れの原因として一般的です。
過度の熱の結果
熱を加えすぎると、同様に悪い結果になります。フラックスが焼き切れ、銅に黒いスケール(酸化銅)が大量に発生し、結合が形成されません。これにより、充填金属が適切に密閉せずに接合部を通過してしまうこともあります。
視覚的な合図の読み取り
最も重要なツールはあなたの目です。金属の色とフラックスの挙動を読み取ることを学ぶことが、ろう付けを習得する鍵です。
- 色:ほとんどの銅のろう付けでは、薄暗い環境で鈍い桜色または桜色を探します。銅が明るいオレンジ色や黄色の場合、熱すぎます。
- フラックス:フラックスを使用すると、まず乾燥して白亜質になります。温度が上昇すると、透明で液体になり、水のように見えます。この「透明」な段階が、母材がろう付け合金の準備ができたことを示すサインです。
これをプロジェクトに適用する方法
あなたの目標があなたのツールと温度を決定します。仕事の特定の要件に基づいてアプローチを選択してください。
- 標準的なHVAC/R(銅と銅)が主な焦点の場合:自己フラックス性リン銅(BCuP)合金を使用し、棒を適用する前に接合部を鈍い桜色に均一に加熱します。
- 異種金属(例:銅と真鍮)の接合が主な焦点の場合:適切な白色ろう付けフラックスを備えた銀含有(BAg)合金を使用し、フラックスが透明で液体になるのを確認してから合金を導入します。
- 最大の接合強度または高い振動が主な焦点の場合:高銀含有BAg合金を選択し、部品を過熱することなく完全な浸透を確保するために、正確で均一な加熱に焦点を当てます。
最終的に、ろう付けの成功は、温度計の魔法の数字に到達することではなく、金属、合金、熱源の関係を理解し、制御することにかかっています。
要約表:
| ろう付け合金の種類 | 一般的な合金 | 作業温度範囲 | 主な用途に関する注意点 |
|---|---|---|---|
| リン銅(BCuP) | BCuP-2、BCuP-3/4、BCuP-5 | 1300°F~1500°F(704°C~815°C) | 銅と銅の接合には自己フラックス性。鈍い桜色に加熱 |
| 銀ろう(BAg) | BAg-5、BAg-7 | 1145°F~1400°F(618°C~760°C) | 別途フラックスが必要。異種金属や高強度に最適 |
KINTEKの精密機器で完璧なろう付け結果を実現
HVACシステム、配管、または特殊な金属接合のいずれに取り組む場合でも、銅のろう付けを成功させるには、正確な温度制御が不可欠です。KINTEKでは、完璧な毛細管現象と強力な冶金学的結合に必要な一貫した正確な熱を提供する実験装置と消耗品を専門としています。
当社のろう付けソリューションは、以下のことを支援します。
- 正確な温度制御により、塊の発生や接合不良を排除
- 均一な熱分布により、酸化やフラックスの焼損を防止
- 信頼性の高い再現可能な結果で、漏れのない接続を実現
当社は、HVAC/R、配管、金属加工、研究室の専門家で、技術的な専門知識に見合った機器を求めるお客様にサービスを提供しています。
ろう付けプロセスを変革する準備はできていますか? 今すぐ当社の専門家にお問い合わせください。KINTEKの特殊機器がお客様の接合品質とワークフロー効率をどのように向上させることができるかについてご相談ください。
ビジュアルガイド