3プレート金型の開閉シーケンスには、まず成形品をランナーシステムから分離し、次に両方を突き出すように設計された3つの異なる動作が含まれます。このシーケンスは、ランナーパーティングラインでの初期開口から始まり、続いて主要な製品開口が行われ、最後にランナー自体の突き出しで完了します。
3プレート金型の洗練された開閉シーケンスは、その中核となる利点です。これは、ランナーを完成品から自動的に分離するために特別に設計されており、自動ゲートカットとして知られるこのプロセスは、特定の部品設計や多段取りレイアウトにとって不可欠です。
なぜ3プレート金型を使用するのか?
シーケンスを詳しく説明する前に、この設計の目的を理解することが重要です。単純な2プレート金型とは異なり、3プレート金型は、2プレート金型では容易に対応できない特定の種類のゲートが必要な場合に選択されます。
ピンポイントゲートの利点
主な理由は、ピンポイントゲートの使用を可能にすることです。これらの小さく精密なゲートは、部品の表面上のほぼどこにでも配置でき、標準的なエッジゲートの2プレート金型では不可能な中央にも配置できます。
自動ゲートカットの目標
この設計は、開閉シーケンス中に小さなピンポイントゲートを部品から自動的に切断または「せん断」します。これにより、ランナーを除去するための二次的な手動またはロボット操作が不要になり、人件費とサイクルタイムが削減されます。

段階的な開閉シーケンス
制御されたシーケンスは、3プレート金型の決定的な特徴です。通常、ラッチロック、プラーボルト、リミットストラップなどのコンポーネントによって制御され、各ステップが正しい順序で正しい距離で実行されるようにします。
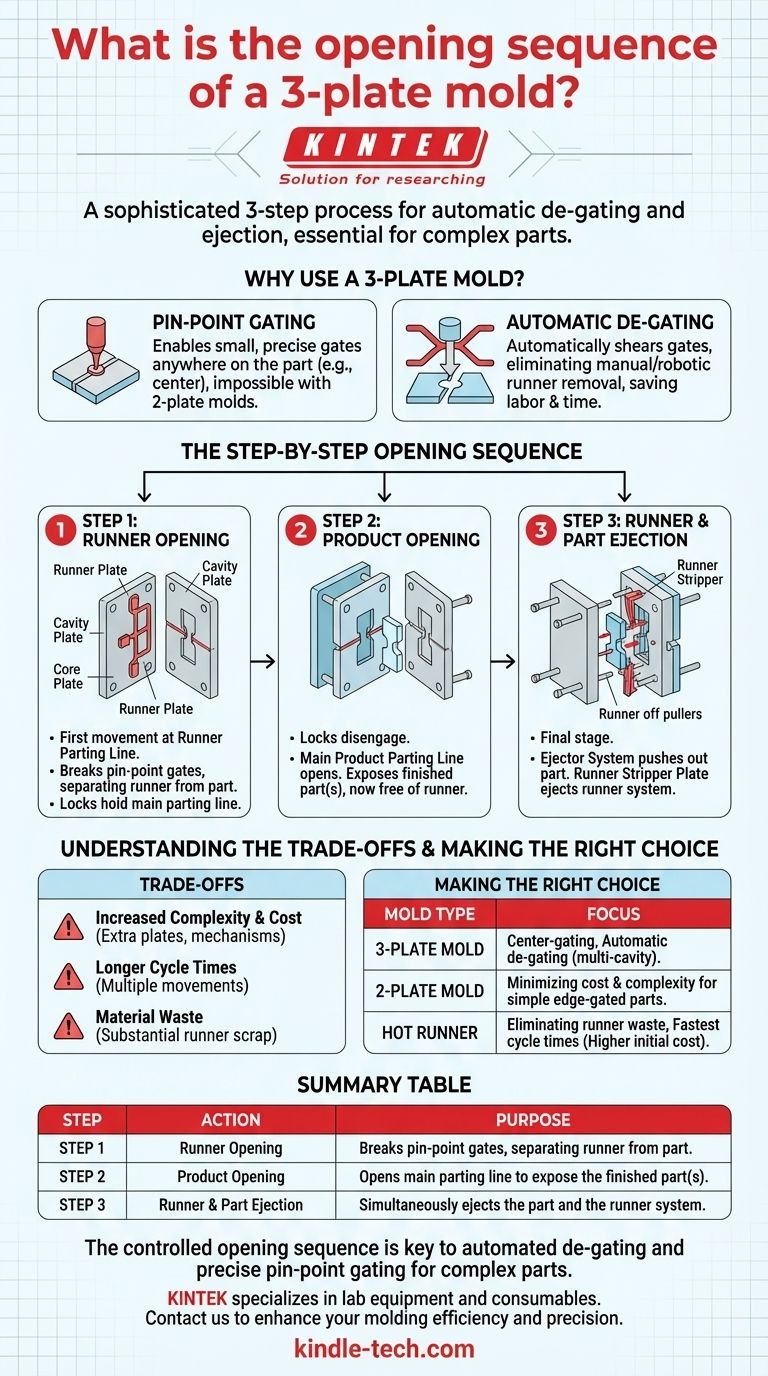
ステップ1:ランナー開口
最初の動きは、ランナープレートとキャビティプレートの間のランナーパーティングラインで発生します。
プレスが開くと、ロックがメインパーティングラインを一緒に保持し、この初期分離を強制します。この動作により、小さなピンポイントゲート内の固化したプラスチックが引っ張られ、成形品からきれいに分離されます。
ステップ2:製品開口
最初の開口が所定の距離に達すると、ロックが解除され、主要な製品パーティングラインが開き始めます。
これは、キャビティプレートとコアプレートの間の分離です。この動きにより、ランナーシステムから解放され、突き出しの準備ができた完成品(または部品)が露出します。
ステップ3:ランナーと部品の突き出し
最終段階には、順次または同時に発生する2つの動作が含まれます。部品はエジェクタシステムによってコア側から押し出されます。
同時に、ランナーストリッパープレートが前方に移動し、分離されたランナーシステムをプラーから押し出し、自由に落下させます。
トレードオフの理解
強力ではありますが、3プレート金型設計は普遍的なソリューションではありません。その利点には、考慮すべき明確なトレードオフが伴います。
複雑さとコストの増加
3枚目のプレートと、シーケンス開口に必要なメカニズム(ラッチ、プラー、追加プレート)の追加により、金型の設計、製造、保守が著しく複雑で高価になります。
サイクルタイムの延長
すべてのパーティングラインを開き、ランナーを突き出すために必要な複数の動きと全体的なストロークの延長は、適切に設計された2プレート金型と比較して、わずかに長いサイクルタイムにつながる可能性があります。
材料の無駄
3プレート金型のランナーシステムは、特に多段取り金型ではかなり大きくなる可能性があります。このランナーは再粉砕または廃棄する必要があるスクラップ材料であり、ホットランナーシステムでは回避できる材料コストを表します。
プロジェクトに適した選択をする
正しい金型タイプを選択することは、部品品質、コスト、生産量に関するプロジェクトの特定の目標に基づいて、極めて重要な決定です。
- 部品の中心ゲートまたは多段取り金型での自動ゲートカットが主な焦点である場合:3プレート金型は、これを達成するための優れた費用対効果の高い選択肢です。
- 単純なエッジゲート部品の金型コストと複雑さの最小化が主な焦点である場合:標準の2プレート金型が最も直接的で効率的なソリューションです。
- ランナーの無駄をなくし、可能な限り最速のサイクルタイムを達成することが主な焦点である場合:ホットランナーシステムは、初期コストは高いものの、優れた技術です。
最終的に、3プレート金型の制御された開閉シーケンスを理解することで、生産を自動化し、部品品質を向上させる独自の能力を活用できます。
要約表:
| ステップ | 動作 | 目的 |
|---|---|---|
| ステップ1 | ランナー開口 | ピンポイントゲートを破断し、ランナーを部品から分離します。 |
| ステップ2 | 製品開口 | メインパーティングラインを開き、完成品を露出させます。 |
| ステップ3 | ランナーと部品の突き出し | 部品とランナーシステムを同時に突き出します。 |
適切な設備で射出成形プロセスを最適化しましょう。
3プレート金型の制御された開閉シーケンスは、複雑な部品の自動ゲートカットと精密なピンポイントゲートを実現するための鍵です。部品品質、コスト、生産量の観点から、プロジェクトに合った正しい金型タイプを選択することが重要です。
KINTEKは、実験室のニーズに応えるラボ機器と消耗品を専門としています。新しい金型のプロトタイプ作成でも、生産規模の拡大でも、信頼性の高い機器が基本です。当社の専門知識がお客様のイノベーションをサポートします。
今すぐKINTEKにお問い合わせください。当社のソリューションがお客様の成形効率と精度をどのように向上させることができるかについてご相談ください。
ビジュアルガイド