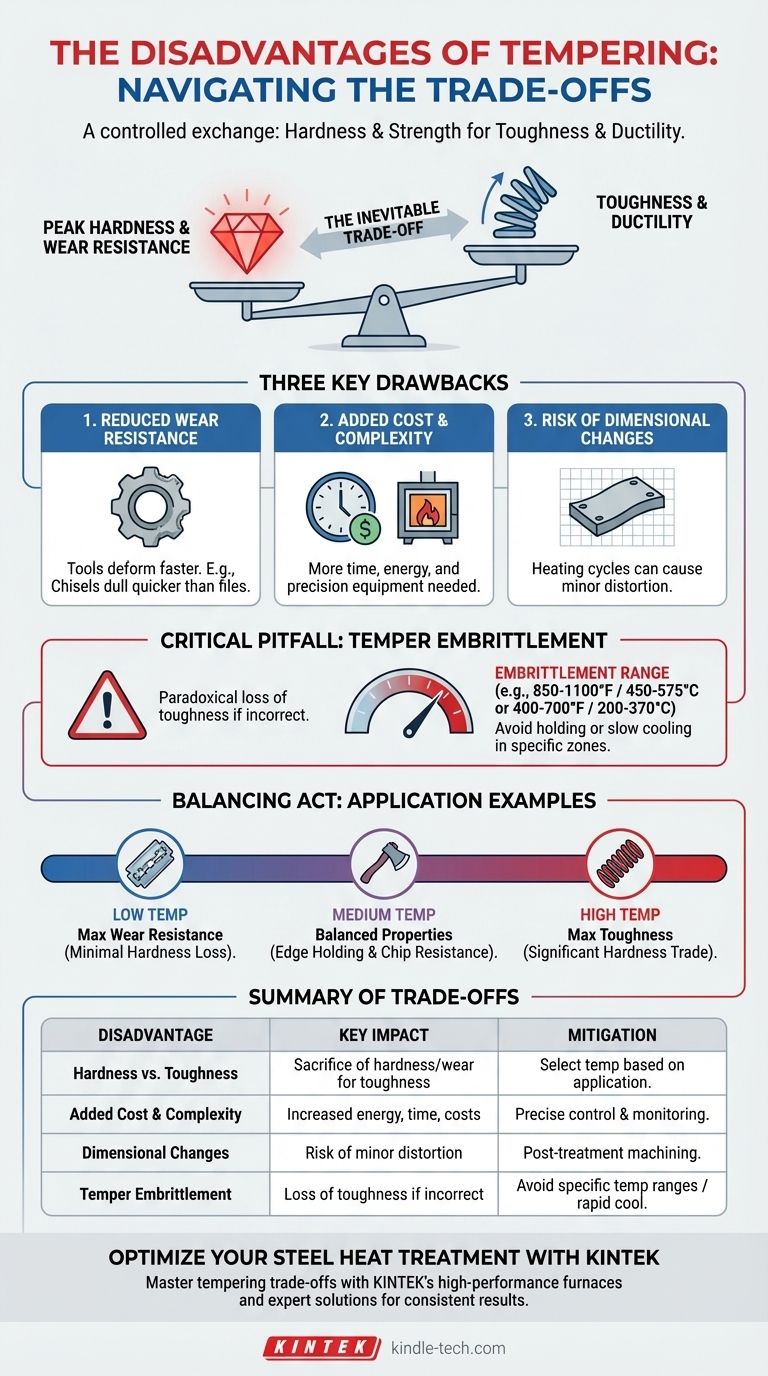
鋼を靭性化するために不可欠な工程ですが、焼戻し工程にはコストが伴います。その主な欠点は、硬度と靭性の間に直接的かつ避けられないトレードオフがあることです。
冶金学における中心的な課題は、すべての特性を同時に最大化することはできないということです。焼戻しの主な「欠点」は、必要な犠牲です。すなわち、靭性と延性という重要な特性を得るために、意図的に硬度と強度のいくらかを犠牲にすることです。
基本となるトレードオフ:硬度 対 靭性
焼戻しの欠点を理解するためには、まず工程が始まる前の鋼の状態を理解する必要があります。熱処理の目的全体は、特性の制御された交換です。
焼き入れの目的:最大硬度の達成
焼き入れ、すなわち鋼を高温から急速に冷却することは、一つの目的のために行われます。それは、マルテンサイトと呼ばれる微細組織を作り出すためです。
マルテンサイトは極めて硬く、脆いです。この状態は最大の耐摩耗性を提供しますが、衝撃や応力で破損する可能性があるため、実用上は脆すぎる場合が多いです。
焼戻しの役割:靭性の回復
焼戻しは是正工程です。焼き入れ鋼を相変態点以下の特定の温度に再加熱することにより、マルテンサイト組織内に閉じ込められた炭素原子の一部を析出させます。
この構造変化により内部応力が緩和され、鋼の靭性(破壊せずにエネルギーを吸収し変形する能力)と延性が劇的に向上します。
避けられない結果:硬度と強度の低下
この靭性の向上は直接的なコストを伴います。靭性を向上させるのと同じ構造変化が、鋼の硬度と引張強度を低下させます。
焼戻し温度が高いほど、得られる靭性は高くなりますが、失われる硬度も大きくなります。これは工程の欠陥ではなく、その決定的な特徴です。「欠点」は材料の物理学に組み込まれています。
主な欠点の理解
中心的なトレードオフ以外にも、焼戻しはあらゆる製造またはエンジニアリングの文脈で管理しなければならない実際的な課題とリスクをもたらします。
1. 耐摩耗性の低下
硬度低下の最も直接的な結果は、耐摩耗性の低下です。
高い靭性を持つように焼戻しされた工具(例:ノミ)は、高い硬度を持つように焼戻しされた工具(例:やすり)よりも、刃先が早く変形したり鈍ったりします。
2. コストの増加と工程の複雑さ
焼戻しは追加の製造工程です。炉のエネルギー、部品の加熱と冷却にかかる時間、そして精密に制御されたオーブンへの設備投資が必要です。
これにより、生産ラインのコストが増加し、また別の潜在的な故障点が生じます。温度や時間の誤りは部品を台無しにする可能性があります。
3. 寸法変化のリスク
焼戻しは焼き入れによる大きな内部応力を緩和しますが、加熱と冷却のサイクルにより、部品に軽微な歪みや寸法の変化が生じる可能性があります。
高精度部品の場合、これらの小さな変化は予測され、後処理の研削や機械加工によって修正する必要があるかもしれません。
重大な落とし穴:焼戻し脆性
逆説的ですが、焼戻しは誤って行われると鋼を脆くすることがあります。焼戻し脆性として知られるこの現象は、回避すべき重大な欠点です。
焼戻し脆性とは何か?
焼戻し脆性は、鋼が特定の温度範囲内で保持されるか、その範囲をゆっくりと冷却されるときに発生する靭性の損失です。
これは直感に反する危険な結果であり、焼戻しの目的とは正反対です。主に特定の合金鋼に影響を与えます。
脆化範囲
最も一般的な形態は、約850-1100°F (450-575°C)の範囲で発生します。鋼をこの範囲内に保持したり、このゾーンをゆっくり冷却したりすると、不純物が粒界に偏析し、材料が弱くなる可能性があります。
「青脆性」と呼ばれる別の形態は、約400-700°F (200-370°C)の低温で発生し、靭性の低下を引き起こします。
回避方法
技術者は、焼戻しパラメータを注意深く制御することでこれを回避します。主な戦略は、脆化範囲よりも低いか高い温度で焼戻しを行うか、高温で焼戻しを行った後に鋼を急速に冷却することです。
目的のための正しい選択をする
焼戻しの「欠点」は、単に制御すべき変数です。鍵となるのは、コンポーネントの最終的な用途に最適な特性のバランスを達成する焼戻し温度を選択することです。
- 主な焦点が最大の耐摩耗性とエッジ保持(例:カミソリの刃、やすり、旋盤工具)の場合: 最小限の硬度低下で済むように、非常に低い焼戻し温度(例:300-400°F / 150-200°C)を使用します。
- 主な焦点が最大の靭性と耐衝撃性(例:ばね、ハンマー、刀剣)の場合: 優れた延性のために大幅な硬度を犠牲にして、高い焼戻し温度(例:800-1100°F / 425-600°C)を使用します。
- 主な焦点が硬度と靭性のバランス(例:斧、ノミ、汎用ナイフ)の場合: エッジ保持と欠け抵抗の間の機能的な妥協点を提供する中程度の焼戻し温度を選択します。
これらのトレードオフを理解することが、焼戻しを単なるレシピから強力なエンジニアリングツールへと変えるものです。
要約表:
| 欠点 | 主な影響 | 軽減策/考慮事項 |
|---|---|---|
| 硬度 対 靭性のトレードオフ | 靭性向上のための硬度/耐摩耗性の犠牲 | 用途要件に基づいた焼戻し温度の選択 |
| コストの増加と複雑さ | エネルギー、時間、設備コストの増加 | 精密な温度制御と工程監視が必要 |
| 寸法の変化 | 軽微な歪みや反りのリスク | 高精度部品には後処理の機械加工が必要な場合がある |
| 焼戻し脆性 | 誤った実施による靭性の損失 | 特定の温度範囲を避けるか、急速冷却を使用する |
KINTEKで鋼の熱処理を最適化
焼戻しの複雑さを乗り切るには、精密な機器と専門的な知識が必要です。KINTEKでは、厳密な熱処理工程向けに設計された高性能ラボ炉と消耗品を専門としています。当社のソリューションは、歪みや脆化のリスクを最小限に抑えながら、硬度と靭性の完璧なバランスを達成するのに役立ちます。
工具、ばね、精密部品のいずれに取り組んでいる場合でも、KINTEKは焼戻しのトレードオフを習得するために必要な信頼性の高い機器とサポートを提供します。
当社のラボ機器が鋼の処理工程をどのように強化し、一貫した高品質の結果をもたらすかについて、専門家にご相談ください。
ビジュアルガイド